Why the Ethanol Plant Heat Exchanger Is Critical for Process Efficiency
In ethanol production, every degree of temperature and every unit of energy directly impacts your bottom line. The ethanol plant heat exchanger is not just a component—it is the backbone of heat recovery, distillation efficiency, and overall plant profitability. This article explains why selecting the right heat exchanger matters, how it works in key process stages, and what specifications you should look for when upgrading or designing a new line.
What Makes the Ethanol Plant Heat Exchanger So Important?
Ethanol production is energy-intensive. From cooking and liquefaction to fermentation and distillation, heat must be added and removed at precise stages. A well-designed ethanol plant heat exchanger recovers waste heat from distillation columns, preheats mash, and cools final product streams. Without efficient heat transfer, energy costs can skyrocket, and production rates may drop. For process engineers, the heat exchanger is often the single most impactful piece of equipment for improving thermal efficiency.
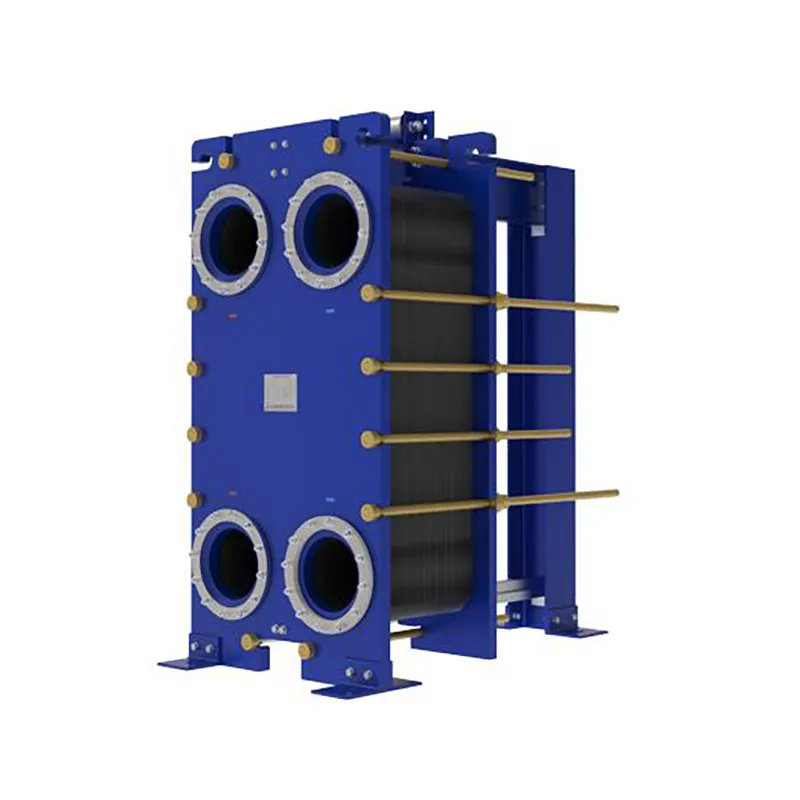
Many existing plants use shell-and-tube units, but modern plate heat exchanger designs offer higher heat transfer coefficients, smaller footprints, and easier maintenance. When you evaluate an ethanol plant heat exchanger, you are essentially evaluating the plant's ability to stay competitive on energy and throughput.
How Does a Heat Exchanger Work in an Ethanol Process?
In a typical dry-mill ethanol plant, the heat exchanger appears in several loops:
- Mash preheating: Cold mash from liquefaction is preheated by hot stillage or condensate, reducing steam demand in the cooker.
- Distillation overhead condensation: Vapor from the top of the beer column is condensed and cooled, often using cooling tower water or a closed-loop glycol system.
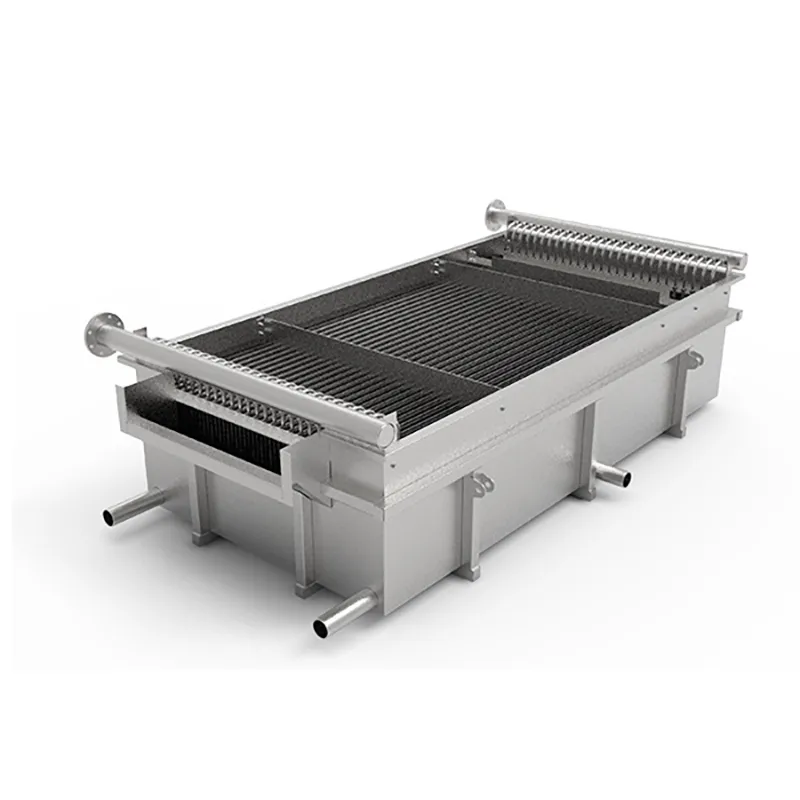
- Vinasse cooling: Hot vinasse (whole stillage) is cooled before going to centrifuges or evaporators, improving solids separation.
- Fermentation cooling: Jacket or external heat exchangers maintain optimal yeast temperature, preventing stuck ferments.
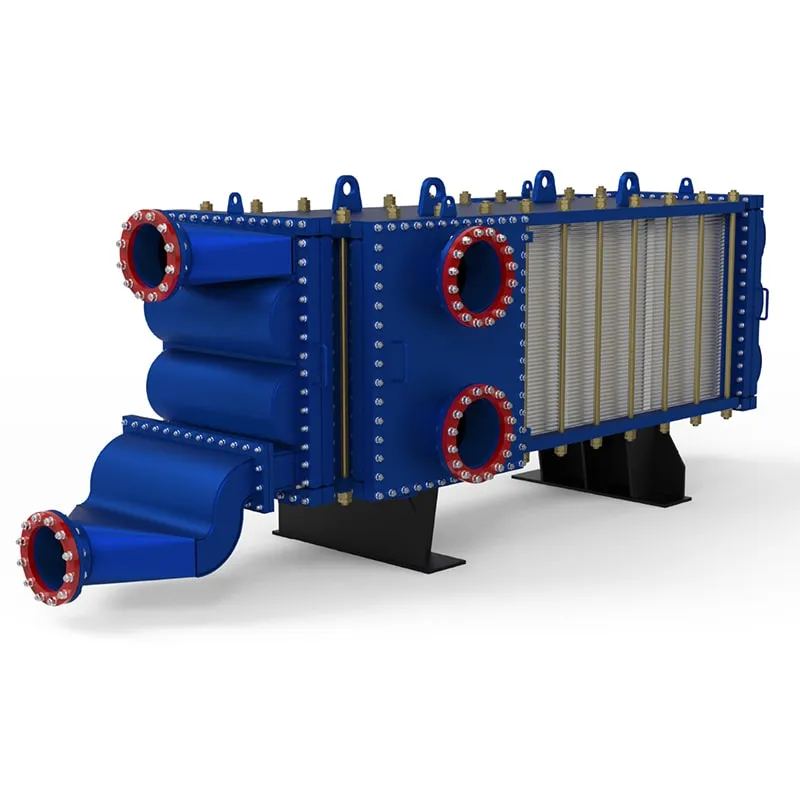
Each application requires a different type of plate material, gasket material, and flow arrangement. For example, gasketed plate heat exchangers are common for clean side streams, while welded plate designs handle fouling fluids like whole stillage.
Key Features and Typical Parameter Ranges
When specifying an ethanol plant heat exchanger, focus on these parameters:
| Parameter |
Typical Range |
| Design pressure |
10–30 bar (gasketed); up to 100 bar (welded) |
| Design temperature |
-20°C to 200°C (gasketed); up to 450°C (welded) |
| Plate material |
SS304, SS316L, titanium, Hastelloy |
| Gasket material |
NBR, EPDM, Viton, silicone |
| Heat transfer coefficient |
3,000–7,000 W/m²·K (plate); 500–1,500 W/m²·K (shell-and-tube) |
| Fouling factor |
0.0001–0.0003 m²·K/W (clean fluids); 0.0005–0.001 (fouling fluids) |
These ranges are industry-generic. For a specific ethanol plant heat exchanger, always consult the manufacturer's selection software or thermal design team.
Applications and Recommended Solutions
Different process streams in an ethanol plant demand different heat exchanger designs:
For ethanol plants, a combination of gasketed and welded units often provides the best balance of cost, maintenance, and reliability.
Why SHPHE Is a Trusted Partner for Ethanol Heat Exchangers
SHPHE is a Shanghai-based plate heat exchanger manufacturer founded in 2005. We export to more than 20 countries and hold ISO9001 and ASME U certifications. Our product lines include HT-Bloc and TP welded plate heat exchangers, wide gap welded plate heat exchangers, gasketed plate heat exchangers, PCHE, plate air preheaters, and pillow plates. We offer free thermal design and selection service to help you find the right ethanol plant heat exchanger for your process.
Our engineers have experience with ethanol plants from 10 million to 200 million gallons per year. We provide units compatible with Alfa Laval, Compabloc, or GEA designs as drop-in replacements or upgrades. Whether you need a single unit or a full heat recovery train, we can support your project with technical drawings and performance guarantees.
Frequently Asked Questions About Ethanol Plant Heat Exchangers
What type of heat exchanger is best for whole stillage cooling?
A wide gap welded plate heat exchanger is the best choice for whole stillage. The wide channel spacing allows solids up to 3–5 mm to pass through without clogging. It also handles the high viscosity and fouling tendency of stillage better than gasketed or shell-and-tube designs.
Can I use a gasketed plate heat exchanger for distillation overhead condensers?
Yes, gasketed plate heat exchangers are commonly used for overhead condensers when the vapor is clean and the temperature is below 150°C. For higher temperatures or if the vapor contains corrosive components, a welded plate heat exchanger is recommended to avoid gasket degradation.
How do I size an ethanol plant heat exchanger for mash preheating?
You need to provide the mash flow rate, inlet and outlet temperatures, and the hot side fluid (usually condensate or thin stillage) conditions. A thermal design engineer will calculate the required heat transfer area, plate count, and pressure drop. Most manufacturers, including SHPHE, offer free sizing for your specific conditions.
What is the typical lifespan of a plate heat exchanger in ethanol service?
With proper maintenance, gasketed plate heat exchangers last 10–15 years before gasket replacement is needed. Welded plate heat exchangers can last 20+ years. The plate material and cleaning frequency are the main factors affecting lifespan. Regular CIP (clean-in-place) cycles help prevent fouling and extend service life.
Are your heat exchangers compatible with Alfa Laval or GEA frames?
Yes, SHPHE manufactures replacement plate packs and complete units that are compatible with Alfa Laval, Compabloc, and GEA frames. We can match the port size, plate pattern, and gasket profile to ensure a drop-in fit without modifying existing piping.
How do I request a thermal design for my ethanol plant?
Simply provide your process parameters: flow rate, inlet/outlet temperatures, operating pressure, and fluid composition (including any solids or fouling tendency). SHPHE offers free thermal design and selection service. Our engineers will recommend the most suitable ethanol plant heat exchanger type and size for your application.
Request a Quote for Your Ethanol Plant Heat Exchanger
To get a precise recommendation and quotation, please prepare the following details:
- Flow rate (m³/h or GPM) for both hot and cold sides
- Inlet and outlet temperatures (°C or °F)
- Operating pressure (bar or psi)
- Fluid media (e.g., mash, stillage, condensate, cooling water) and any known fouling or solids content
- Preferred material (SS304, SS316L, titanium, etc.)
- Connection size and type (flanged, threaded, etc.)
Contact SHPHE with these parameters, and we will provide a thermal design, dimensional drawing, and commercial offer within 2–3 working days. Choosing the right ethanol plant heat exchanger is a direct investment in your plant's energy efficiency and long-term reliability.







User Comments
Service Experience Sharing from Real Customers
Marcus
Maintenance SupervisorWe installed this heat exchanger during a turnaround last spring. Honestly, it's been a workhorse. The shell-side fouling is way less than our old unit, which means I'm not having my guys steam-lance it every two weeks. Only gripe is the gasket set was a pain to source locally, but the performance makes up for it.
Linda
Process EngineerFinally a unit that handles the temperature swings without cracking a sweat. We're running a thin stillage loop and this exchanger brought our delta T back to spec. The thermal efficiency is solid, and the pressure drop is actually lower than the datasheet promised. Would recommend to any plant engineer dealing with corn mash.
Tommy
Shift OperatorIt does the job, and it's been running steady for about eight months now. But I've had to bump the pump speed a couple times to keep flow up when the weather gets cold. Not a dealbreaker, just something to keep an eye on during winter startup. For the price, it's decent, but don't expect magic.
Priya
Senior Reliability EngineerWe retrofitted an older distillation train with this exchanger. The material selection is spot-on for the corrosive environment we deal with—no stress corrosion cracking after 14 months. Saved us about 15% on steam consumption compared to our previous setup. I've already spec'd it for our next expansion.