Why 35% of Conventional Heat Exchanger Failures Go Undetected: The Case for PCHE
Conventional heat exchangers miss 35% of failures. PCHE technology enables better detection, reliability, and predictive maintenance for safer operations.
MoreIn methanol production, the heat exchanger is not just a supporting component—it directly determines energy efficiency, operating cost, and plant reliability. This article examines how a properly selected methanol plant heat exchanger can optimize heat recovery, reduce steam consumption, and extend equipment life. We cover working principles, key parameters, common challenges, and practical solutions for process engineers and procurement managers looking to improve plant performance.
Methanol synthesis is highly exothermic, generating large amounts of heat that must be recovered or dissipated. A methanol plant heat exchanger handles duties such as syngas cooling, reactor effluent heat recovery, reboiler heating, and distillation column condensing. When the heat exchanger underperforms, the plant either wastes thermal energy or requires additional steam, directly increasing operating costs. For a typical 500,000-ton-per-year methanol plant, a 10% improvement in heat recovery can translate into annual savings of several hundred thousand dollars in fuel or steam costs.
The challenge lies in the process conditions: high pressure (up to 100 bar), moderate to high temperatures (150–300°C), and the presence of hydrogen, carbon monoxide, and trace catalyst fines. Standard gasketed plate heat exchangers often fail under these conditions due to gasket degradation or leakage. That is why many plants now specify welded plate heat exchangers or compact brazed units for critical methanol services.
In a typical methanol loop, the reactor outlet gas at around 250–280°C must be cooled to condense crude methanol. A series of heat exchangers performs this duty: first, the hot reactor effluent preheats the incoming syngas in a feed-effluent exchanger; then, a water-cooled or air-cooled condenser brings the temperature down to 40–50°C. The methanol plant heat exchanger in the feed-effluent position is the most thermally stressed, as it handles a large temperature difference (often 100–150°C) and high pressure on both sides.
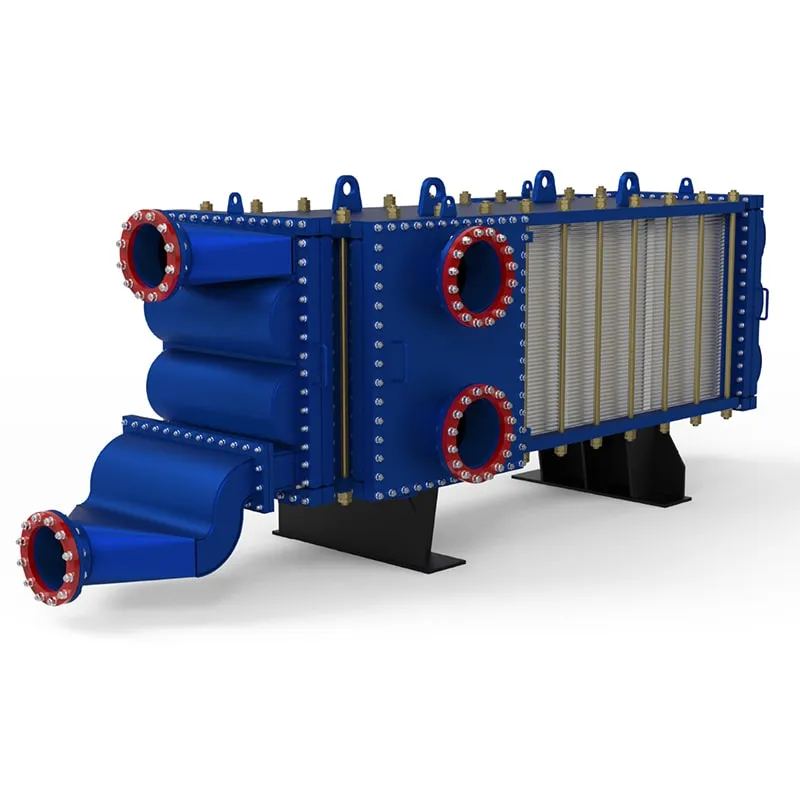
Welded plate heat exchangers, such as the HT-Bloc or TP series from SHPHE, are well-suited for this application. They use laser-welded plate pairs to form all-metal flow channels, eliminating gasket failure risks. The countercurrent flow arrangement achieves temperature approaches as close as 5°C, maximizing heat recovery. For example, a TP Welded Plate Heat Exchanger can handle design pressures up to 100 bar and temperatures up to 350°C, making it a reliable choice for methanol synthesis loop duties.
When evaluating a methanol plant heat exchanger, engineers should focus on the following performance indicators and design features:
The table below summarizes common parameter ranges for methanol plant heat exchangers in different process sections:
| Process Section | Pressure (bar) | Temperature (°C) | Typical Duty (MW) | Recommended Type |
|---|---|---|---|---|
| Feed-effluent exchanger | 60–100 | 200–300 | 5–20 | Welded plate (HT-Bloc/TP) |
| Reactor effluent cooler | 50–80 | 150–250 | 3–10 | Wide gap welded plate |
| Distillation reboiler | 5–15 | 120–160 | 2–8 | Gasketed or welded plate |
| Condenser (water/air) | 5–10 | 40–80 | 5–15 | Gasketed plate or PCHE |
In methanol plants, heat exchanger failures often stem from three root causes: thermal fatigue, fouling, and corrosion. Thermal fatigue occurs when rapid temperature changes during startup or shutdown create differential expansion between plates and nozzles. A methanol plant heat exchanger with flexible nozzle connections or expansion bellows can mitigate this risk. Fouling from catalyst fines and heavy hydrocarbons reduces heat transfer and increases pressure drop. Wide-gap welded plate heat exchangers, with channel gaps of 5–16 mm, allow particulates to pass through without blocking. Corrosion is typically caused by trace chlorides or acidic condensate; selecting the correct material (e.g., 316L or duplex) and maintaining proper pH control in cooling water are essential preventive measures.
Regular inspection intervals should be based on service severity. For feed-effluent exchangers, annual internal inspection is recommended; for less severe services, every two to three years may suffice. Non-destructive testing methods such as ultrasonic thickness measurement and helium leak testing help detect early-stage degradation.
Different sections of a methanol plant require different heat exchanger configurations. Below are common applications and the recommended product types:
For each application, SHPHE provides free thermal design and selection services. Engineers can submit process conditions and receive a detailed proposal within 48 hours. This service is available for both new projects and retrofit upgrades.
SHPHE is a Shanghai-based plate heat exchanger manufacturer founded in 2005. The company exports to more than 20 countries and holds ISO9001 and ASME U certifications. Its product portfolio includes HT-Bloc and TP welded plate heat exchangers, wide-gap welded plate heat exchangers, gasketed plate heat exchangers, printed circuit heat exchangers (PCHE), plate air preheaters, and pillow plates. All units are designed and manufactured in-house, with full traceability of materials and welding procedures.
For methanol plant heat exchanger applications, SHPHE offers several advantages:
Whether you need a replacement unit for an existing methanol plant or a complete heat exchanger package for a new grassroots project, SHPHE can deliver a reliable, cost-effective solution.
Q1: What is the typical lifespan of a methanol plant heat exchanger?
A: A well-designed and properly maintained methanol plant heat exchanger typically lasts 10–15 years. Welded plate units often exceed 15 years because they have no gaskets to degrade. Regular cleaning and corrosion monitoring are key to achieving maximum service life.
Q2: Can a gasketed plate heat exchanger be used in methanol synthesis service?
A: Gasketed plate heat exchangers are generally not recommended for high-pressure synthesis loop duties above 30 bar. For pressures above 30 bar, welded plate or PCHE designs are preferred. Gasketed units are suitable for low-pressure services such as cooling water circuits or distillation condensers.
Q3: How do I select the right material for a methanol plant heat exchanger?
A: For clean syngas and methanol streams, 304L or 316L stainless steel is sufficient. If the feed contains chlorides, H₂S, or CO₂, consider duplex stainless steel (e.g., 2205) or super-austenitic grades. Always verify the compatibility with the actual process chemistry through a corrosion review.
Q4: What is the advantage of a wide-gap welded plate heat exchanger over a standard welded plate?
A: Wide-gap designs have channel gaps of 5–16 mm, compared to 2–5 mm for standard plates. This allows particles and viscous fluids to pass through without clogging. For methanol plants with catalyst carryover or waxy byproducts, wide-gap units reduce fouling and extend cleaning intervals.
Q5: How do I calculate the required heat transfer area for a methanol plant heat exchanger?
A: The required area is calculated using the basic heat transfer equation: Q = U × A × ΔTlm. You need the duty (Q), overall heat transfer coefficient (U), and log mean temperature difference (ΔTlm). For accurate results, provide detailed process data including flow rates, inlet/outlet temperatures, and allowable pressure drops. SHPHE offers free thermal design to perform this calculation.
Q6: Can I retrofit a shell-and-tube heat exchanger with a plate heat exchanger in an existing methanol plant?
A: Yes, retrofitting is common and often yields significant space and efficiency benefits. Plate heat exchangers typically occupy 30–50% less footprint than shell-and-tube units. However, you must verify that the plate unit can handle the existing piping loads and that the pressure drop is acceptable. A site survey is recommended before finalizing the retrofit design.
To receive a tailored proposal for your methanol plant heat exchanger, please provide the following process parameters: flow rate (kg/h or m³/h), inlet and outlet temperatures, operating pressure, allowable pressure drop, and media composition (including any corrosive components or solids). Our engineering team will review your requirements and deliver a thermal design, mechanical drawing, and commercial quotation within two business days.
Contact us through the website or send your inquiry directly to our sales team. We look forward to helping you optimize your methanol plant heat exchanger performance and reduce your operating costs.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.

Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Select the most popular foreign trade service products to meet your diverse needs
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
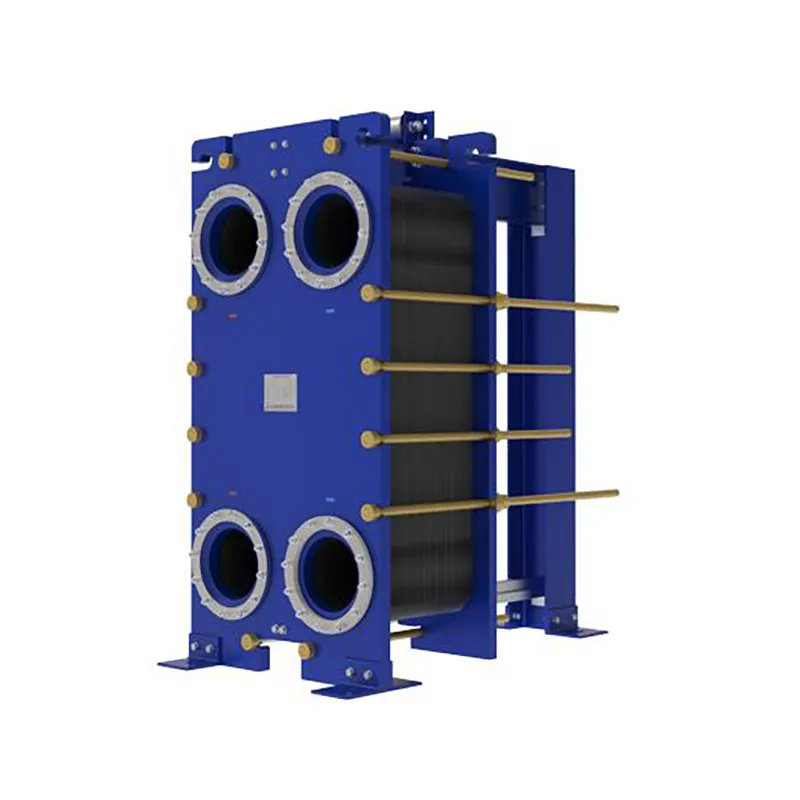
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.




User Comments
Service Experience Sharing from Real Customers
liam
Senior Process EngineerWe swapped out an old shell-and-tube unit on our methanol synthesis loop with this exchanger. The thermal performance is spot-on—our delta T across the reactor feed dropped by nearly 4°C, which translated into a solid yield bump. Fabrication quality is clean, no weld defects on the tube-to-tubesheet joints. Only gripe is the delivery lead time was a bit tight, but the project manager kept us in the loop.
nina
Maintenance SupervisorBeen running this unit for six months now in our methanol plant's reboiler service. It handles the fouling from heavy ends way better than the old design—we've gone from monthly cleaning to every three months. The gasket material seems to hold up against the methanol and water mix without weeping. I'd give five stars if the drain port was a bit larger; it's a pain to rod out during turnarounds.
marcus
Project ManagerSpec'd this heat exchanger for a grassroots methanol plant expansion. The vendor worked with us on the nozzle orientation to fit our tight skid layout, and the ASME U-stamp paperwork was spotless. Commissioning went smooth—no leaks at the hydrotest, and the control valves settled in right at the design outlet temp. Saved us at least two weeks on schedule compared to the previous supplier's typical delivery.
alex
Shift OperatorIt does the job for preheating the methanol feed before the reformer, but I've noticed the pressure drop creeps up faster than the old unit after a few weeks online. Maybe it's the baffle spacing? Not a deal-breaker, but it means we nudge the recycle compressor a bit harder. The nameplate data matches what's in the DCS, so at least the engineering specs are honest. Just wish it was a little more forgiving on the fouling side.