How Printed Circuit Heat Exchanger Solves High-Pressure Heat Transfer Challenges
Printed Circuit Heat Exchanger technology ensures safe, efficient, and reliable high-pressure heat transfer with compact design and superior mechanical integrity.
MoreAuthor: Industrial Thermal Systems Research Group
Jun-09-2026
Gas to gas heat exchangers significantly enhance industrial energy efficiency by recovering waste heat from flue gases to preheat incoming combustion air. This process reduces fuel consumption, lowers operational costs, and minimizes environmental emissions.

In furnaces and boilers, preheated combustion air accelerates ignition, improves flame stability, and enables higher thermal efficiency. Typical temperature increases range from 100°C to 300°C, directly boosting system performance.
Key benefits include up to 15% reduction in fuel usage, extended equipment lifespan due to reduced thermal stress, and lower NOx and CO₂ emissions. Industries such as petrochemical, power generation, and metal processing widely adopt this technology.
Modern gas to gas heat exchangers are designed with corrosion-resistant materials and compact configurations, ensuring reliable operation even in high-temperature, particulate-laden exhaust streams.
Gas to gas heat exchangers are essential for precise thermal management in chemical and petrochemical operations. They enable efficient heat recovery between hot and cold gas streams, reducing energy consumption and ensuring stable process conditions.
In steam reforming units, these exchangers preheat feed gas using hot synthesis gas, improving overall thermal efficiency. In catalytic cracking processes, they control reactor outlet temperatures by transferring heat to incoming air or fuel gas, preventing catalyst damage and optimizing yield.
Typical applications include:
| Application | Gas Streams | Temperature Range (°C) | Typical Duty (MW) |
|---|---|---|---|
| Flue Gas Heat Recovery | Flue gas / Combustion air | 150 – 400 | 1 – 15 |
| Reformer Feed Preheating | Synthesis gas / Natural gas | 300 – 650 | 5 – 30 |
| Catalytic Cracker Interstage Cooling | Process gas / Air | 200 – 500 | 2 – 20 |
| Ammonia Synthesis Loop | Recycle gas / Feed gas | 100 – 350 | 3 – 25 |
The data above highlights common temperature ranges and thermal duties for key gas to gas heat exchange applications. Selection of exchanger type depends on pressure, temperature, and fouling characteristics of the gas streams. For extreme conditions, custom-engineered solutions such as welded plate or printed circuit designs are often employed.
Proper temperature control using gas to gas heat exchangers directly impacts plant safety, product quality, and operating costs. Regular monitoring of pressure drop and thermal performance ensures long-term reliability in these demanding environments.
Cooling exhaust gases prior to environmental treatment is a critical process for reducing harmful emissions. By lowering the gas temperature, condensation of pollutants is enhanced, and the efficiency of downstream filtration or scrubbing systems is significantly improved.
The gas to gas heat exchanger plays a vital role in this application, recovering thermal energy while cooling exhaust streams. This pre-treatment step reduces the load on emission control equipment, lowers operational costs, and ensures compliance with environmental regulations.
Key benefits include minimized thermal pollution, enhanced removal of particulates and acid gases, and improved overall system reliability. Industries such as power generation, chemical processing, and waste incineration commonly implement this technology to meet stringent emission standards.
In industrial gas turbines and compressors, precise temperature control is critical for maintaining operational stability and preventing thermal fatigue. A gas to gas heat exchanger serves as a key component in regulating inlet air temperatures, ensuring that the system operates within safe thermal limits. By preheating or cooling the gas stream, these exchangers reduce thermal stress on blades and rotors, directly improving equipment lifespan and reducing unplanned downtime.
For compressors, consistent temperature management prevents condensation and liquid carryover, which can cause erosion or corrosion in downstream components. The heat exchanger stabilizes the gas temperature before compression, enhancing volumetric efficiency and reducing power consumption. In gas turbines, regulating the combustion air temperature via a gas to gas exchanger optimizes the combustion process, lowering emissions and improving fuel efficiency.
Furthermore, these exchangers contribute to system reliability by dampening temperature fluctuations during load changes. This thermal buffering capability protects sensitive instrumentation and control valves from rapid temperature swings. Industries such as power generation, oil and gas, and chemical processing rely on this technology to maintain continuous operation under varying ambient conditions.
To achieve optimal performance, the heat exchanger design must account for pressure drop limitations and material compatibility with the gas composition. Advanced plate or tubular configurations are often selected to maximize heat transfer while minimizing fouling. Regular monitoring of temperature differentials across the exchanger helps operators detect performance degradation early, supporting predictive maintenance strategies.
For detailed engineering specifications and application guidelines, refer to the product documentation available at custom engineered plate air preheaters or explore related configurations such as gasketed plate heat exchangers and HT Bloc welded plate heat exchangers.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
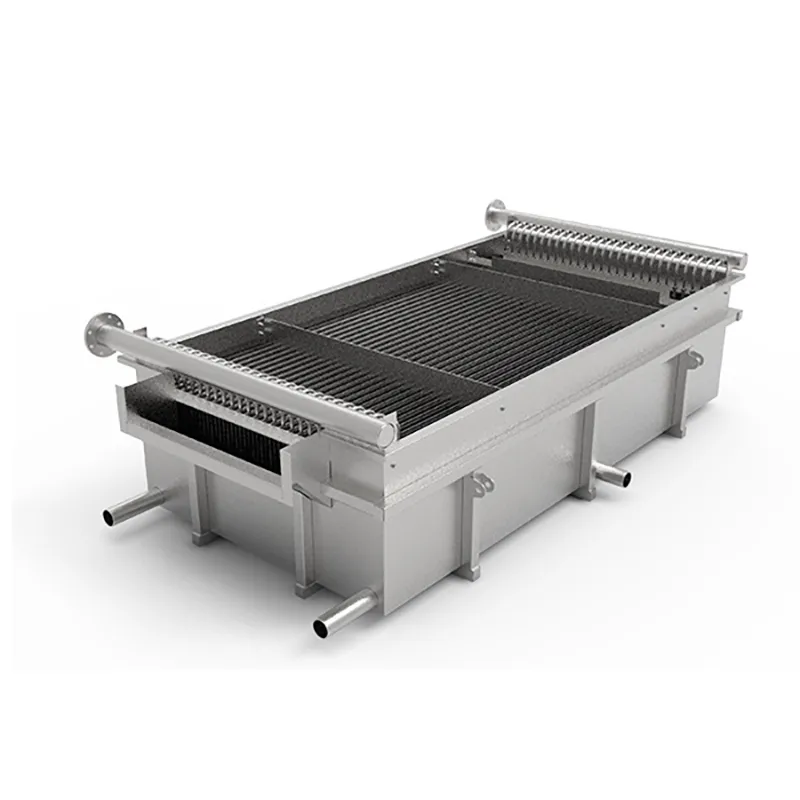
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
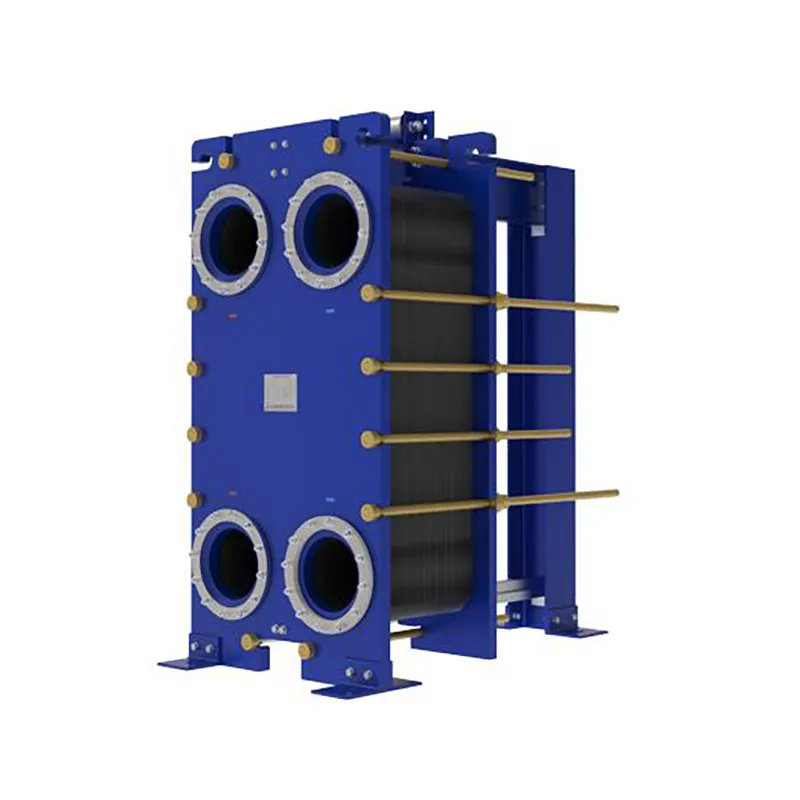
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.

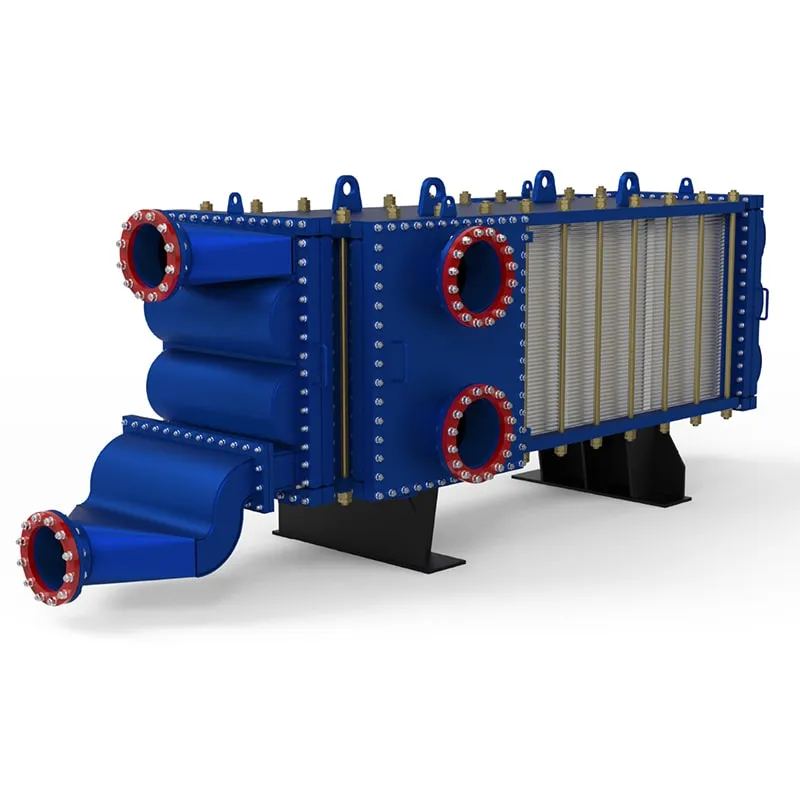
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Select the most popular foreign trade service products to meet your diverse needs
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.




User Comments
Service Experience Sharing from Real Customers
Mike Torres
Senior Process EngineerWe installed this gas to gas heat exchanger in our hydrogen preheating loop six months ago. The thermal efficiency gain over our old shell-and-tube unit is around 12%, and the pressure drop is noticeably lower. Maintenance access is a breeze compared to what we had before. Solid build quality.
Linda Chen
Maintenance SupervisorFor a retrofit on an older furnace, this unit did exactly what we needed. Installation was straightforward, and the compact design saved us floor space. Only reason I'm not giving five stars is that the gasket kit was a bit tricky to source locally, but the unit itself has been running clean for eight months now.
Raj Patel
Plant ManagerWe needed a reliable solution to preheat combustion air for our drying ovens. This exchanger dropped our natural gas consumption by about 8% immediately. The stainless steel core handles the thermal cycling like a champ. No leaks, no fouling issues. Worth every penny for the ROI we're seeing.
Tommy O'Brien
HVAC TechnicianUsed this in a large commercial heat recovery system for a hospital. The build quality is impressive—welds look clean, and the casing is solid. It's been running for almost a year without any hiccups. My only minor gripe is the documentation could be a bit clearer on the max operating temp limits for different gas compositions.