What Are The Different Types of Plate Heat Exchangers
Plate Heat Exchangers include gasketed, brazed, welded, semi-welded, shell and plate, and specialty types for varied industrial uses.
MoreMechanical Vapor Recompression (MVR) systems rely heavily on efficient heat transfer to reduce energy consumption in evaporation and concentration processes. Selecting the right MVR evaporator heat exchanger directly impacts operating costs, system uptime, and product quality. This article provides a practical guide for process engineers and procurement managers on how to specify, size, and integrate heat exchangers for MVR applications, covering working principles, key performance parameters, and common pitfalls to avoid.
In a typical MVR system, the heat exchanger serves as the condenser for compressed vapor and the preheater or reboiler for the process fluid. The key challenge is handling large temperature differences, high fouling tendencies, and the need for close approach temperatures. Unlike standard shell-and-tube units, a dedicated MVR evaporator heat exchanger must balance compactness with ease of cleaning and resistance to thermal fatigue.
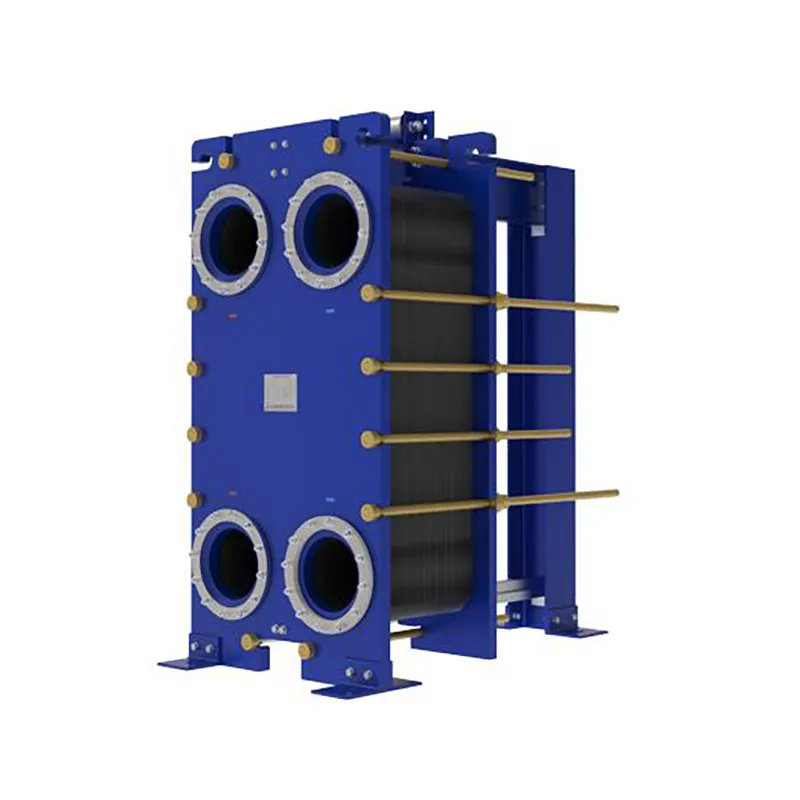
Plate-type designs have become the preferred choice for many MVR installations because they offer higher heat transfer coefficients, smaller footprints, and easier maintenance. For example, gasketed plate heat exchangers are common for clean fluids, while welded plate heat exchangers handle aggressive or fouling media better. The selection depends on the specific process conditions, including temperature, pressure, and the nature of the fluids involved.
The core advantage of an MVR system is that it reuses the latent heat of vaporization. The compressor raises the pressure and temperature of the vapor, which then condenses in the heat exchanger, releasing heat to the incoming feed or recirculating liquor. A well-designed MVR evaporator heat exchanger minimizes the temperature difference between the condensing vapor and the boiling liquid, typically achieving approach temperatures of 2–5°C (3.6–9°F).
This close approach directly reduces the compressor power requirement. For every degree Celsius saved, the specific energy consumption can drop by 3–5%. In practice, this means that investing in a high-performance heat exchanger often pays back within months through lower electricity bills. Many overseas process engineers now specify plate heat exchangers for MVR duty because they can maintain stable performance even with viscous or slightly fouling streams.
When evaluating an MVR evaporator heat exchanger, focus on these design aspects:
MVR evaporator heat exchangers are widely used in industries such as food processing (e.g., milk concentration, juice evaporation), chemical manufacturing (e.g., salt recovery, caustic soda concentration), and wastewater treatment (e.g., zero liquid discharge systems). Each application has unique requirements:
For applications requiring extreme compactness or high pressure, printed circuit heat exchangers (PCHE) are also available. These are particularly useful in offshore or space-constrained MVR installations. SHPHE provides free thermal design and selection services to help you choose the right configuration for your specific process conditions.
SHPHE is a Shanghai-based plate heat exchanger manufacturer founded in 2005. We export to more than 20 countries and hold ISO9001 and ASME U certifications. Our product lines include HT-Bloc and TP welded plate heat exchangers, wide gap welded plate heat exchangers, gasketed plate heat exchangers, PCHE, plate air preheaters, and pillow plates. All our units are compatible with or serve as alternatives to established brands like Alfa Laval, Compabloc, and GEA, giving you flexibility in sourcing and maintenance.
We understand that every MVR system has unique thermal and mechanical demands. Our engineers work closely with your team to provide a free thermal design and selection service, ensuring the heat exchanger matches your flow rate, temperature, pressure, and media requirements. We do not fabricate case studies or client names; instead, we focus on delivering reliable equipment backed by real-world testing and industry standards.
Q: What is the typical payback period for upgrading to a high-efficiency MVR evaporator heat exchanger?
A: The payback period usually ranges from 6 to 18 months, depending on the energy cost and the improvement in approach temperature. Most clients see a 15–30% reduction in compressor power consumption after replacing an older shell-and-tube unit with a modern plate heat exchanger.
Q: Can I use a gasketed plate heat exchanger for high-temperature MVR applications above 150°C?
A: Standard gasketed units are typically limited to 150°C (302°F). For higher temperatures, we recommend welded plate heat exchangers such as the HT-Bloc or TP series, which can handle up to 200°C (392°F) or more without gasket degradation.
Q: How do I handle fouling in an MVR evaporator heat exchanger processing brine?
A: For brine applications, a wide gap welded plate heat exchanger with a channel gap of 8–12 mm is effective. Regular cleaning with a low-concentration acid solution and periodic mechanical brushing can maintain performance. We also recommend installing a strainer upstream to remove large particles.
Q: Is it possible to retrofit an existing MVR system with a new heat exchanger without major piping changes?
A: Yes, most plate heat exchangers can be designed with custom nozzle positions and connection sizes to match your existing piping. SHPHE provides free layout drawings to ensure a smooth retrofit with minimal downtime.
Q: What certifications do SHPHE heat exchangers carry for international projects?
A: All our units are manufactured under ISO9001 quality management. We also offer ASME U stamp certification for pressure vessels, which is required for many projects in North America and the Middle East. CE and PED certifications are available upon request.
Q: How do I compare the performance of a plate heat exchanger versus a shell-and-tube for MVR duty?
A: The key metrics are overall heat transfer coefficient (U-value), pressure drop, and approach temperature. Plate heat exchangers typically achieve U-values of 3,000–7,000 W/m²·K for liquid-to-liquid duty, compared to 500–1,500 W/m²·K for shell-and-tube. This allows a much smaller surface area and closer approach temperatures.
To get a precise thermal design and quotation for your MVR evaporator heat exchanger, please provide the following details: flow rate (kg/h or m³/h), inlet and outlet temperatures for both streams, operating pressure, allowable pressure drop, and the media composition (including any fouling or corrosive components). Our engineering team will review your process conditions and recommend the most cost-effective plate heat exchanger configuration.
We also encourage you to explore our other heat exchanger solutions, such as HT-Bloc welded plate heat exchangers for high-pressure MVR duty, wide gap welded plate heat exchangers for fouling fluids, and gasketed plate heat exchangers for clean applications. Each product line is designed to optimize the thermal performance of your MVR system while reducing total cost of ownership.
Choosing the right MVR evaporator heat exchanger is a critical decision that affects both energy efficiency and process reliability. With over 18 years of manufacturing experience and a commitment to free engineering support, SHPHE is ready to help you achieve your thermal optimization goals. Contact us today with your process parameters, and let our team deliver a solution that fits your exact needs.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

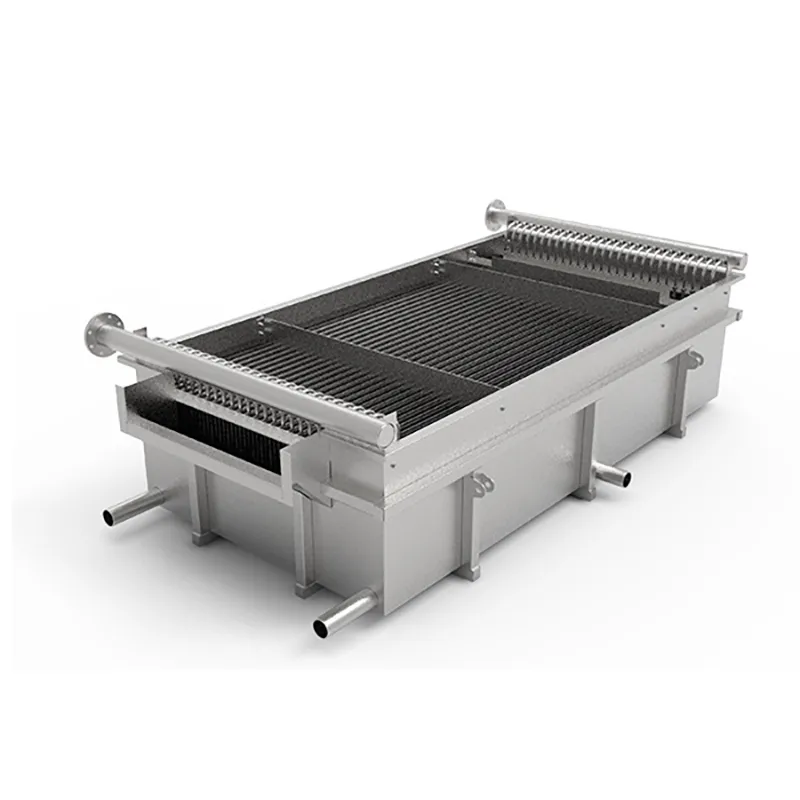
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
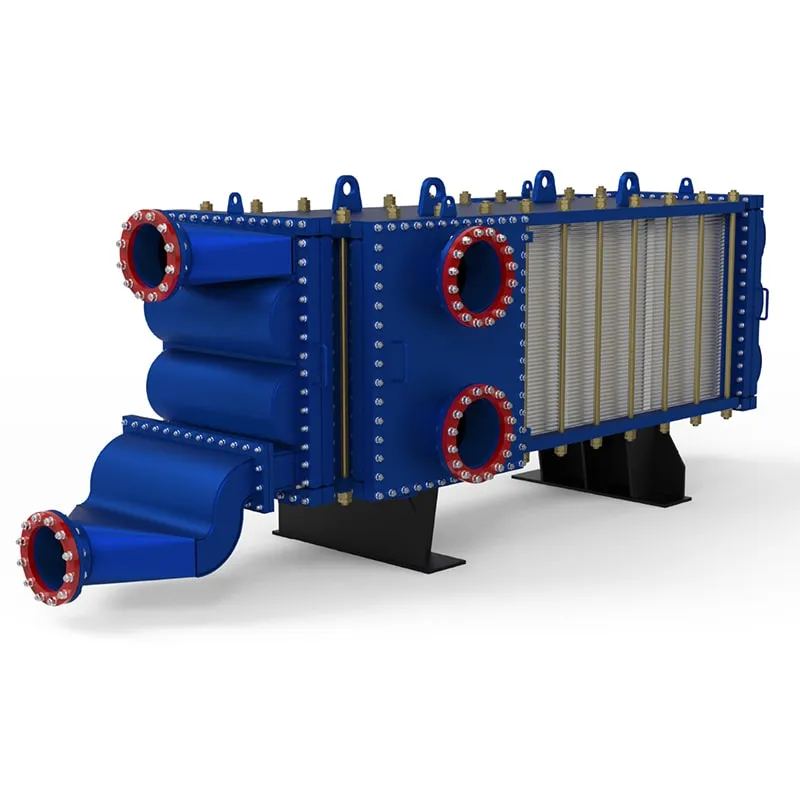
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.

Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Select the most popular foreign trade service products to meet your diverse needs
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.




User Comments
Service Experience Sharing from Real Customers
Samantha
Process EngineerWe installed this MVR evaporator heat exchanger six months ago for our dairy concentrate line. The thermal efficiency is a game-changer—our steam consumption dropped by nearly 40% compared to the old falling film setup. Only minor hiccup was the initial control tuning, but the support team walked us through it. Solid build quality.
Marcus
Plant Maintenance SupervisorBought this for a pharmaceutical wastewater recovery loop. The heat transfer rate is consistent, and the corrosion resistance on the titanium plates has held up well against aggressive solvents. I’d give it five stars if the gasket replacement wasn’t a bit fiddly—need two guys and a pry bar. Otherwise, no unscheduled downtime in eight months.
Liam
Senior Project ManagerSpec’ed this unit for a zero-liquid-discharge retrofit at a chemical plant. The vapor compression side is surprisingly quiet, and the scaling prevention design actually works—we’ve only done one CIP cycle in four months. Payback period came in under 18 months. Would recommend to any EPC firm dealing with high-TDS streams.
Priya
Utilities EngineerWe’re using it for brine concentration in a desalination pilot. The modular design made retrofit into our existing skid a breeze. Energy recovery is even better than the spec sheet claimed—averaging 22 kWh per cubic meter of permeate. Only complaint: the manual could use clearer diagrams for the tube bundle inspection ports.