How Printed Circuit Heat Exchanger Solves High-Pressure Heat Transfer Challenges
Printed Circuit Heat Exchanger technology ensures safe, efficient, and reliable high-pressure heat transfer with compact design and superior mechanical integrity.
MoreThe manufacturing of a laser welded plate begins with carefully selected raw metal sheets, typically stainless steel, carbon steel, or specialized alloys. These sheets undergo rigorous surface cleaning and flattening to ensure uniform thickness and eliminate contaminants that could compromise weld integrity.
Using computer-controlled laser welding systems, the plates are fused together along precise seam paths. The laser beam generates a concentrated heat source that creates deep, narrow welds with minimal thermal distortion. This process produces joints that are stronger than the base material itself, with a smooth surface finish that requires little post-processing.
High-grade metal coils or sheets are inspected for dimensional accuracy and surface quality. Each sheet is cut to specified dimensions using precision shearing or plasma cutting equipment. Edges are deburred and cleaned to remove any oxides or oils that might interfere with laser absorption.
The prepared plates are positioned in a dedicated welding fixture that maintains tight tolerances. A fiber laser or CO2 laser head travels along the programmed weld path, delivering energy densities exceeding 10⁶ W/cm². The keyhole welding effect ensures full penetration and a narrow heat-affected zone, typically less than 1mm wide.
Real-time monitoring systems adjust laser power and travel speed to compensate for material variations. Shielding gas, usually argon or a helium-argon mixture, protects the molten weld pool from atmospheric contamination, resulting in porosity-free joints.
After welding, plates undergo stress relief heat treatment when required by the application. Non-destructive testing methods such as ultrasonic scanning, X-ray inspection, or dye penetrant testing verify weld integrity. Dimensional checks using coordinate measuring machines confirm that flatness and edge alignment meet project specifications.
Surface finishing options include passivation, electropolishing, or grinding to achieve the required roughness and corrosion resistance. Each plate is then individually marked with traceability codes linking it to its manufacturing batch and inspection records.
Laser welded plates offer superior dimensional stability compared to traditional welding methods. The narrow heat-affected zone minimizes warping, allowing for tighter assembly tolerances in heat exchangers, pressure vessels, and structural components. For applications requiring high pressure ratings or sanitary surfaces, the smooth weld bead eliminates crevices where bacteria or corrosion could initiate.
Projects utilizing laser welded plates benefit from reduced weight due to thinner material usage without sacrificing strength. The repeatability of automated laser welding ensures consistent quality across large production runs, reducing rework and field failure risks. For custom engineered solutions, the flexibility to weld complex geometries opens design possibilities not achievable with conventional methods.
Explore specific applications: custom pillow plates, HT bloc welded plate exchangers, gasketed plate heat exchangers, or wide gap welded plate units.
For further details on design integration, consult our custom plate air preheaters or printed circuit heat exchangers resources. Additional technical specifications are available for TP welded plate heat exchangers.
The laser power directly determines the penetration depth and heat input into the material. Higher power levels enable thicker plate welding but require precise control to avoid excessive melting or defects. Optimal power settings ensure consistent fusion zone geometry and minimal thermal distortion.
Welding speed influences the cooling rate and solidification structure. Faster speeds reduce heat-affected zone width but may cause incomplete penetration or porosity. Slower speeds increase dwell time, improving joint strength but risking wider bead profiles. Balancing speed with power is critical for achieving desired mechanical properties.
Joint design optimization involves edge preparation, gap control, and fit-up tolerance. Proper joint geometry ensures efficient energy coupling and uniform weld bead formation. For laser welded plates, butt joints with minimal gap are preferred to maintain process stability and prevent misalignment during high-speed production.
Integrating these three parameters—power, speed, and joint design—enables manufacturers to produce laser welded plates with superior strength, minimal distortion, and repeatable quality. Learn more about advanced plate welding solutions to optimize your project outcomes.
Every laser welded plate undergoes rigorous inspection at multiple stages to guarantee structural reliability and precise geometry. Our quality assurance protocol combines real-time monitoring with post-production validation.
Key control points include laser power calibration, seam tracking sensors, and non-destructive testing. Dimensional checks are performed using coordinate measuring machines (CMM) to ensure tolerances within ±0.1mm.
| Parameter | Test Method | Acceptance Criteria | Frequency |
|---|---|---|---|
| Weld Penetration Depth | Microscopic Cross-Section | ≥90% of plate thickness | Every 50th unit |
| Porosity Ratio | X-Ray Radiography | 100% of production | |
| Flatness Tolerance | Laser Profilometer | ≤ 0.15 mm/m² | Every batch |
| Edge Alignment | Optical Comparator | Offset | Each plate |
Table 1: Standard quality control parameters applied during laser welded plate manufacturing. All measurements are recorded and traceable per ISO 9001 protocols.
For projects requiring certified weld integrity, we provide full documentation including ultrasonic test reports and dimensional certificates. Learn more about our HT-Bloc welded plate technology or explore TP series quality standards.
Laser welded plates deliver exceptional mechanical performance due to the precision of the welding process. The narrow heat-affected zone and deep penetration create joints that often exceed the strength of the base material, providing superior tensile and yield strength for demanding structural applications.
Thermal stability is significantly enhanced compared to traditional welding methods. The uniform fusion minimizes residual stresses and distortion, allowing the plate to maintain dimensional integrity under high-temperature cycling and extreme thermal gradients without warping or cracking.
Fatigue resistance is a critical advantage for components subjected to repeated loading. The smooth weld profile and absence of porosity or inclusions reduce stress concentration points, extending the service life of the part in cyclic environments such as pressure vessels, heat exchangers, and heavy machinery.
To explore how these performance benefits apply to your specific project requirements, learn more about laser welded plate solutions and their engineering advantages.
Laser welded plates offer distinct advantages that directly influence the success of industrial projects. Their precision manufacturing ensures consistent thermal performance, structural integrity, and resistance to extreme conditions. Below are key areas where these plates make a measurable difference.
The narrow, uniform weld seams in laser welded plates minimize thermal distortion and allow for tighter plate spacing. This increases heat transfer surface area per unit volume, reducing energy consumption and operational costs in heat exchange applications.
Learn more about thermal efficiency gainsLaser welding creates deep, defect-free joints that withstand high pressure and cyclic loading without fatigue cracking. This reliability extends equipment lifespan and reduces maintenance downtime, critical for continuous process industries.
Explore pressure handling capabilitiesThe controlled heat input of laser welding preserves the corrosion-resistant properties of stainless steel and nickel alloys. This prevents premature failure in chemical processing, offshore, and high-temperature applications.
View corrosion resistance dataAutomated laser welding delivers repeatable weld penetration and geometry on every plate. This uniformity ensures predictable performance in modular heat exchanger designs, simplifying system integration and validation.
Check batch consistency resultsLaser welding allows for thinner plate materials without compromising strength, enabling compact heat exchanger designs. This reduces overall system footprint and material costs while maintaining thermal performance.
See design optimization examplesThe hermetic seal achieved by laser welding eliminates potential leak paths found in conventional gasketed or bolted assemblies. This is essential for high-purity applications in pharmaceutical, food processing, and semiconductor industries.
Review leak prevention case studiesThe manufacturing of laser welded plates is a tightly controlled process that transforms standard raw material into high-performance components through precision energy application, optimized joint geometry, and real-time parameter management. By carefully balancing power output, travel speed, and joint design, manufacturers achieve deep penetration welds with minimal heat-affected zones and near-zero distortion.
From the initial cutting and surface preparation of base plates to the final laser scanning pass, every step influences the structural integrity of the finished product. Key parameters—laser power (typically 2–10 kW), welding speed (0.5–5 m/min), and joint gap tolerance (within 0.1 mm)—are calibrated to match material thickness and desired mechanical properties. This precision eliminates common defects such as porosity, undercut, and incomplete fusion.
Rigorous quality control measures, including non-destructive testing (ultrasonic, X-ray) and dimensional verification against CAD tolerances, ensure that each laser welded plate meets strict industry standards. Weld integrity is validated through tensile and bend tests, while fatigue life is assessed under cyclic loading conditions. This guarantees consistent performance from batch to batch.
Laser welded plates deliver superior strength (often exceeding base material yield strength), exceptional thermal stability (low distortion under heat cycling), and enhanced fatigue resistance compared to conventional welding methods. The narrow heat-affected zone preserves material properties, while the smooth weld bead reduces stress concentration points.
Selecting laser welded plates directly improves project outcomes by enabling lighter structures, tighter tolerances, and longer service life. In applications ranging from automotive battery enclosures to aerospace frames and pressure vessels, these plates reduce weight without compromising safety, simplify assembly through precision fit-up, and lower total lifecycle costs through reduced maintenance and failure risk. Understanding the manufacturing process empowers engineers to specify the right weld parameters for their unique load and environmental requirements.
In summary, the controlled manufacturing of laser welded plates—through parameter optimization, rigorous quality control, and superior mechanical properties—provides a measurable advantage in demanding engineering applications. By integrating these components into your project, you gain reliability, performance, and long-term value that conventional welding cannot match.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
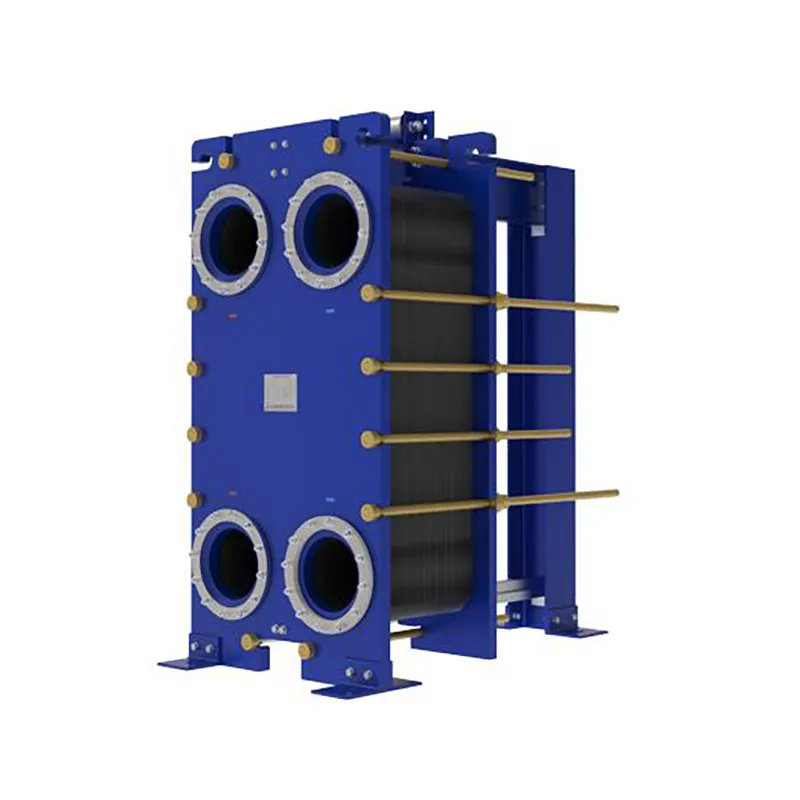
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

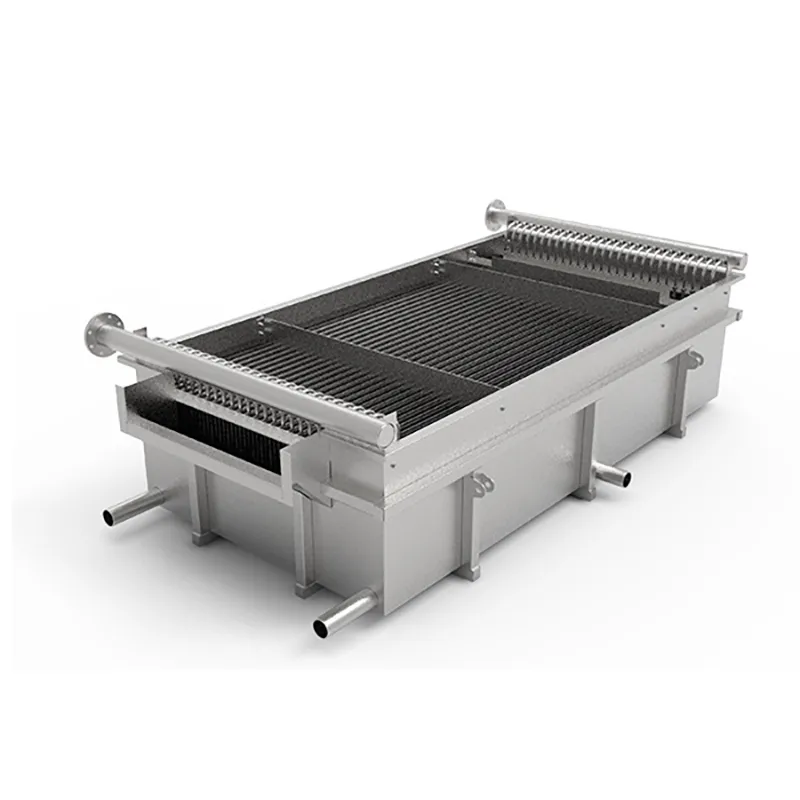
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
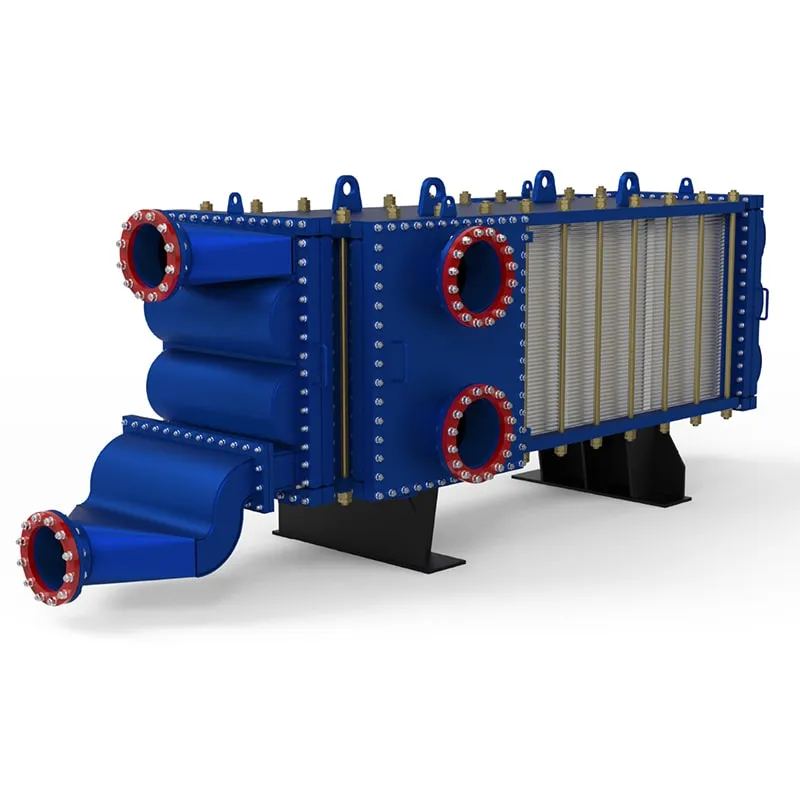
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
Select the most popular foreign trade service products to meet your diverse needs
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.

Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.




User Comments
Service Experience Sharing from Real Customers
Elena
Senior Structural EngineerWe switched to laser welded plates for a high-rise facade project last quarter. The weld penetration is incredibly consistent, and we've seen zero delamination under thermal stress testing. It saved us about 20% on post-weld grinding time. My team is impressed.
Marcus
Offshore Fabrication SupervisorI was skeptical at first—laser welding on heavy plate? But these held up beautifully during our subsea manifold assembly. The heat-affected zone is much narrower than with traditional MIG. Only gripe: the edges need to be prepped perfectly, otherwise the laser can skip. Overall, a solid upgrade for critical joints.
Priya
Quality Assurance LeadWe run a food-grade stainless steel line, and surface finish is everything. These laser welded plates have almost no oxidation or spatter. Our hygiene audit passed with flying colors. Plus, the dimensional tolerances are within 0.1 mm straight off the bed. Worth every penny for clean-room applications.
Tomás
Prototype Development TechnicianFor rapid prototyping of battery enclosures, laser welded plate is a game-changer. I can dial in the parameters quickly without burning through thin gauge. The only downside is that our older press brake struggles with the slight edge hardening from the laser cut. But the weld itself? Flawless every time.