What Are The Different Types of Plate Heat Exchangers
Plate Heat Exchangers include gasketed, brazed, welded, semi-welded, shell and plate, and specialty types for varied industrial uses.
MoreSelecting the appropriate laser welding plate is critical for achieving high-quality welds and process efficiency. This article provides a comprehensive guide by examining material compatibility and thermal conductivity, which determine how heat dissipates during welding and affects joint integrity. Plate thickness and geometry are evaluated to ensure optimal weld penetration, while joint design considerations help avoid incomplete fusion or excessive melting. Surface finish and coating requirements are assessed to minimize porosity, spatter, and other common defects that compromise weld strength. Additionally, matching plate reflectivity and absorption rates to specific laser wavelengths is essential for energy coupling, especially when working with highly reflective metals like copper or aluminum. Finally, production volume and automation compatibility are considered to select cost-effective plates that balance material cost with throughput requirements. By systematically addressing these factors, manufacturers can improve weld quality, reduce rework, and optimize overall production efficiency in laser welding applications.
Material compatibility directly affects weld integrity and long-term performance. Different base metals and coatings respond uniquely to laser energy, requiring careful selection to avoid cracking, porosity, or weak joints. Thermal conductivity determines how heat spreads during welding, influencing penetration depth and heat-affected zone size. For applications involving dissimilar metals or high-reflectivity materials, understanding these two factors is essential for achieving consistent, high-quality welds.
Select a plate material that matches or is compatible with the workpiece alloy. Common options include stainless steel, aluminum, copper, and nickel alloys. Avoid combinations that form brittle intermetallic phases. For coated or plated surfaces, verify that the coating does not vaporize or contaminate the weld pool. Reference material compatibility charts when joining dissimilar metals.
Explore compatible plate optionsHigh thermal conductivity materials (e.g., copper, aluminum) rapidly dissipate heat, requiring higher laser power or slower scan speeds to achieve proper fusion. Low conductivity materials (e.g., stainless steel) concentrate heat, increasing melt pool stability but also risk of overheating. Adjust welding parameters accordingly to control penetration and avoid defects.
View thermal performance dataEvaluate the operating environment: high-temperature, corrosive, or pressure-loaded conditions demand specific plate alloys and thicknesses. For heat exchanger or battery welding applications, prioritize plates with balanced thermal diffusivity and mechanical strength. Test prototype joints under simulated service conditions to validate selection.
Application-specific plate guidesPerform bead-on-plate trials to assess melt pool behavior and heat flow. Measure thermal conductivity using laser flash analysis if precise data is needed. Cross-section welds to check for porosity, cracking, and interface bonding. Adjust plate surface finish (e.g., matte vs. polished) to improve laser absorption consistency.
Download testing protocolsSelecting the correct plate thickness and geometry is critical for achieving full weld penetration in laser welding applications. Thicker plates require higher laser power and slower travel speeds to ensure the weld pool reaches the root of the joint. Conversely, thin plates risk burn-through if parameters are not carefully adjusted. The joint design, whether butt, lap, or T-joint, also dictates how the laser beam interacts with the material, influencing penetration depth and weld integrity.
Geometry factors such as edge preparation, gap tolerance, and part fit-up directly affect weld quality. For optimal results, engineers must match the plate thickness to the laser's penetration capability, typically using keyhole welding for deeper joints. Proper joint design minimizes defects like porosity or lack of fusion, ensuring strong, repeatable welds across production runs.
Surface finish and coating selection directly influence weld quality in laser welding applications. Rough surfaces or improper coatings can trap gases, leading to porosity and structural weaknesses. Evaluate the following parameters before production.
| Surface Condition | Coating Type | Porosity Risk | Recommended Action |
|---|---|---|---|
| As-rolled (Ra > 3.2 μm) | None | High | Grind or polish to Ra ≤ 1.6 μm |
| Machined (Ra 1.6–3.2 μm) | Light oil | Medium | Degrease and dry before welding |
| Polished (Ra ≤ 1.6 μm) | Anti-spatter | Low | Apply thin, even coat; avoid excess |
| Coated (paint/galvanized) | Zinc/epoxy | Very High | Remove coating in weld zone; use fume extraction |
For plates with polished surfaces (Ra ≤ 1.6 μm) and minimal coating, porosity is significantly reduced. Always verify coating compatibility with laser parameters. Refer to application guides for custom engineered pillow plates and gasketed plate heat exchangers for specific surface preparation steps.
Conduct a pre-weld surface test using a profilometer and coating thickness gauge. Adjust feed rate and power settings based on measured values to achieve defect-free joints.

The efficiency of laser welding is fundamentally governed by how the plate material interacts with the incident laser beam. Two critical optical properties—reflectivity and absorption rate—determine the energy transfer from the laser to the workpiece. These properties are not constant; they vary significantly with the laser wavelength and the material's surface condition.
For common industrial lasers, such as CO₂ lasers (10.6 μm) and fiber lasers (1.07 μm), metals exhibit vastly different absorption behaviors. At the shorter wavelength of fiber lasers, many metals like steel and aluminum show higher absorption, leading to more efficient energy coupling. Conversely, at the longer CO₂ wavelength, metals are highly reflective, requiring higher power or surface treatments to achieve adequate melting.
To optimize your process, select a plate with surface characteristics that minimize reflectivity at your laser's specific wavelength. Techniques such as applying an absorptive coating, surface roughening, or using a plate with a pre-oxidized layer can dramatically increase absorption rates. Matching these properties ensures stable weld pools, deeper penetration, and reduced energy waste, directly impacting weld quality and production speed.
Production volume directly influences the required durability and thermal performance of laser welding plates. For high-volume manufacturing, plates with enhanced wear resistance and consistent heat distribution reduce downtime and rework costs. Low-volume applications may prioritize flexibility over extreme longevity.
Automation compatibility ensures seamless integration with robotic welding systems. Plates designed with precision alignment features and uniform surface finishes allow automated feeders and clamps to operate without interruption, minimizing cycle time and scrap rates.
To achieve cost-effective selection, evaluate plate material, thickness, and coating against your typical batch sizes and automated equipment specifications. A mismatch can lead to premature wear or frequent adjustments, increasing total operating expenses.
Explore engineered plate solutions for various production scales:
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
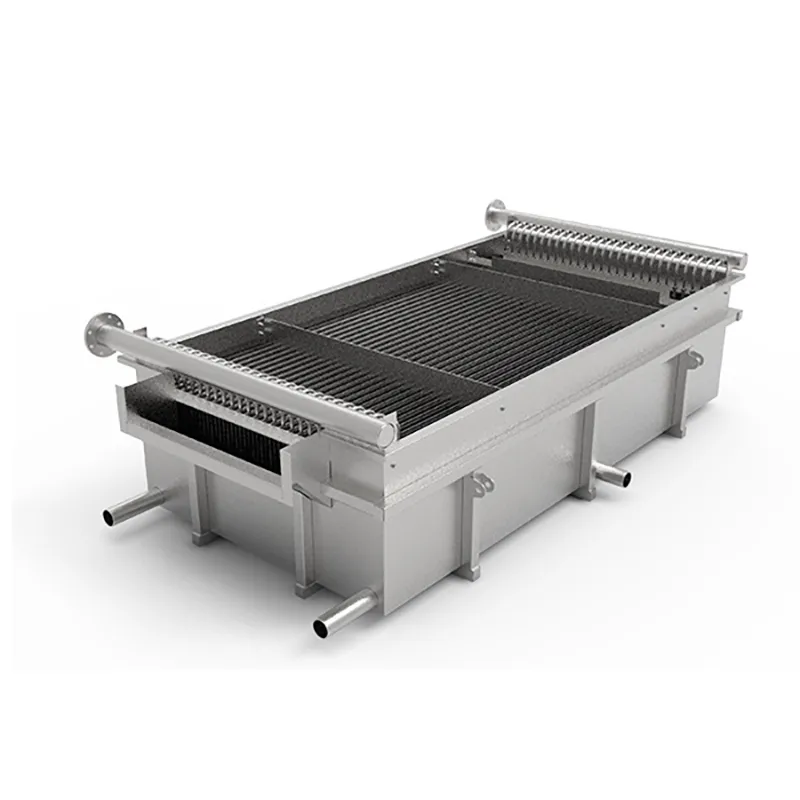
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
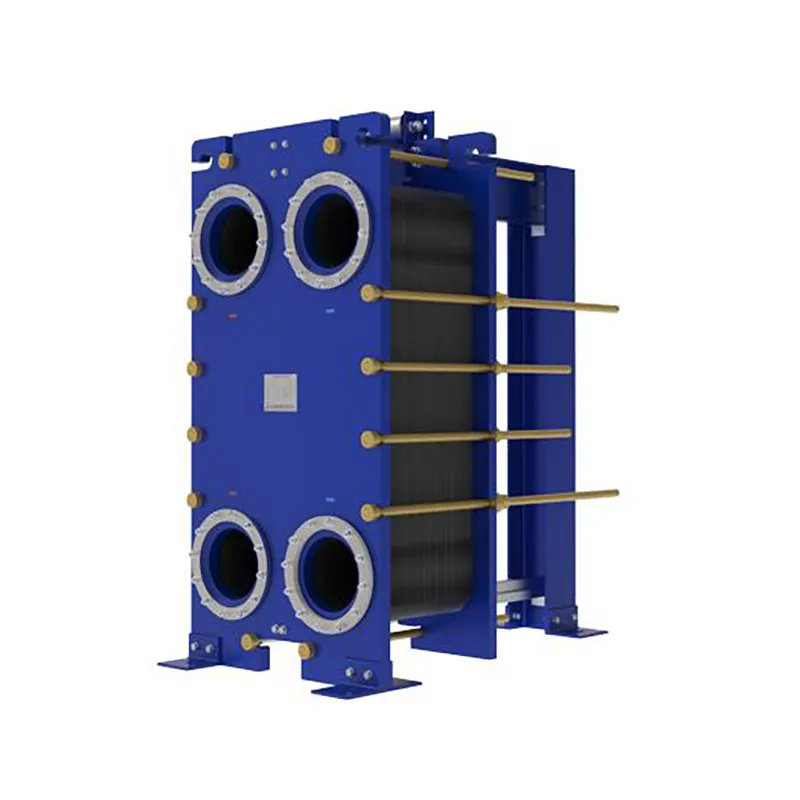
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Select the most popular foreign trade service products to meet your diverse needs

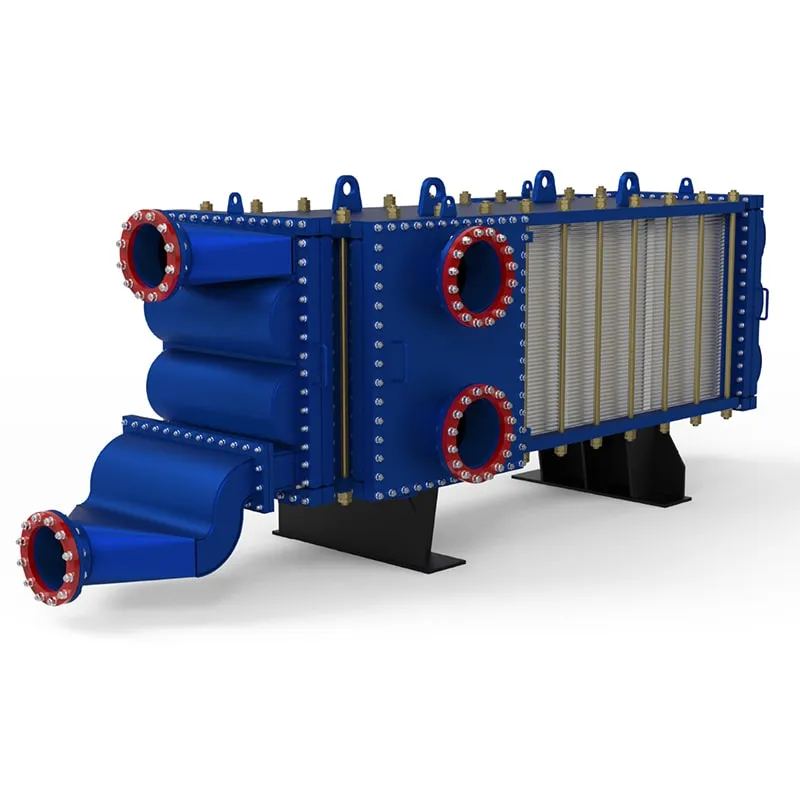
Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.

Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.




User Comments
Service Experience Sharing from Real Customers
Elena M.
Senior Fabrication TechnicianWe switched to these laser welding plates for our custom automotive brackets, and the consistency is night and day. No more warping issues even on thin-gauge steel. The surface finish is so clean it cuts our post-weld grinding time in half. Honestly, worth every penny for the production floor.
Tomás R.
R&D EngineerI'm prototyping a new medical device housing, and these plates gave me the precision I needed for hermetic seals. The flatness tolerance is impressive. Only took off a star because the packaging could be sturdier for international shipping — one corner arrived slightly scuffed, but the plate itself was fine.
Priya K.
Welding Instructor & Shop SupervisorI've been teaching laser welding for six years, and I always recommend these plates to my students. They're forgiving enough for beginners learning bead control but robust enough for advanced multi-pass joints. The oxide layer is minimal, which saves us prep time. Solid buy for any training shop.
Liam O'Shea
Maintenance & Repair SpecialistHad to patch up a cracked conveyor chute on a Friday night shift — these plates cut, fit, and welded like a dream. No porosity, no spatter issues with my fiber laser. Kept the line running over the weekend. Already ordered another batch for our emergency stock.