How Printed Circuit Heat Exchanger Solves High-Pressure Heat Transfer Challenges
Printed Circuit Heat Exchanger technology ensures safe, efficient, and reliable high-pressure heat transfer with compact design and superior mechanical integrity.
MoreAuthor: Chemical Engineering Research Group
Date: Jun-09-2026
In chemical industry operations, the efficiency of heat transfer directly impacts energy consumption, process control, and overall productivity. A heat exchanger maximizes thermal energy exchange between two or more process streams while minimizing heat loss and operational costs.
Key factors influencing heat transfer efficiency include the temperature difference between streams, flow arrangement (countercurrent, cocurrent, or crossflow), and the thermal conductivity of materials. Advanced designs such as printed circuit heat exchangers offer enhanced surface area and compact geometry, enabling superior heat recovery.
Proper maintenance and fouling control are also critical. Deposits on heat transfer surfaces reduce thermal conductivity and increase resistance. Regular cleaning and the use of wide-gap welded plate heat exchangers can mitigate fouling in viscous or particulate-laden streams.
Flow velocity and turbulence promoters further improve heat transfer coefficients. Designs like HT-Bloc welded plate heat exchangers incorporate special corrugation patterns to enhance turbulence without excessive pressure drop.
Ultimately, optimizing heat exchanger efficiency reduces energy usage, lowers emissions, and improves process economics. Selecting the right type—whether gasketed plate, pillow plate, or TP welded plate—depends on the specific thermal and mechanical requirements of the application.
In chemical industry operations, precise temperature regulation is critical for ensuring reaction efficiency, product quality, and equipment safety. Heat exchangers serve as the primary thermal management tool, enabling accurate heat addition or removal to sustain ideal reaction temperatures and prevent thermal runaway.

By maintaining stable thermal conditions, heat exchangers minimize fluctuations that could lead to unwanted side reactions, catalyst deactivation, or equipment stress. This stability directly supports consistent output quality and operational reliability across continuous and batch processes.
Effective temperature control also reduces energy consumption by optimizing heat recovery, lowering operational costs while enhancing overall process efficiency. Modern heat exchanger designs incorporate advanced materials and configurations to handle extreme temperatures and corrosive media, ensuring long-term durability in demanding chemical environments.
In chemical industry operations, heat exchangers play a pivotal role in capturing waste heat from hot process streams and repurposing it for preheating feedstocks, generating steam, or maintaining reaction temperatures. This thermal integration directly lowers fuel consumption and reduces greenhouse gas emissions, aligning with global sustainability targets.
| Parameter | Before Heat Recovery | After Heat Recovery | Reduction (%) |
|---|---|---|---|
| Natural Gas Consumption (MMBtu/hr) | 45.0 | 28.5 | 36.7% |
| CO₂ Emissions (tons/year) | 12,400 | 7,850 | 36.7% |
| Annual Energy Cost (USD) | 1,850,000 | 1,170,000 | 36.8% |
The data above illustrates a typical chemical plant scenario where a heat exchanger system recovers heat from a reactor outlet stream. The significant reduction in fuel usage directly translates to lower operational expenses and a smaller carbon footprint, demonstrating the dual economic and environmental benefits.
Effective heat recovery is achieved through strategic placement of heat exchangers in processes such as:
For more detailed engineering solutions, explore specialized heat exchanger designs such as custom plate air preheaters, printed circuit heat exchangers, and wide gap welded plate heat exchangers that are engineered for high-efficiency heat recovery in demanding chemical environments.
Heat exchangers play a critical role in chemical industry operations by managing phase changes such as condensation, evaporation, and vaporization. These processes are essential for separating components, recovering solvents, and controlling reaction temperatures.
During condensation, heat exchangers remove latent heat from vapor streams, converting them back into liquid form. This is vital for distillation columns and vapor recovery systems, enabling efficient product collection and energy reuse.
In evaporation and vaporization, heat exchangers supply controlled thermal energy to liquid process streams, causing them to change into vapor. This supports concentration of solutions, steam generation, and chemical reaction initiation where vapor phase is required.
Proper design of heat exchangers for phase change ensures stable operation, minimizes fouling, and maintains high thermal efficiency in demanding chemical environments.
In chemical industry operations, heat exchangers serve as critical barriers against process safety incidents. Thermal runaway—an uncontrolled exothermic reaction—can lead to catastrophic pressure buildup, fires, or explosions. Proper heat exchanger design and operation mitigate this risk by maintaining precise temperature control.
Material degradation, including corrosion, fouling, and thermal fatigue, compromises equipment integrity and process efficiency. Heat exchangers prevent such degradation by managing thermal gradients, minimizing localized overheating, and enabling effective cleaning protocols.
Heat exchangers dissipate excess heat from exothermic reactions, maintaining reaction rates within safe bounds. They provide rapid cooling capacity during upset conditions, acting as a safety barrier. For highly reactive systems, printed circuit heat exchangers offer compact, high-efficiency heat transfer with minimal hold-up volume, reducing the risk of runaway propagation.
Temperature monitoring integrated with heat exchanger controls enables early detection of abnormal thermal profiles. When coupled with emergency shutdown systems, these units prevent temperature excursions from escalating into full-scale runaway events.
Corrosion and fouling are primary drivers of heat exchanger failure. Selecting appropriate materials and surface finishes reduces corrosion rates. Gasketed plate heat exchangers feature easily replaceable plates, simplifying maintenance and allowing for material upgrades in corrosive services.
Thermal fatigue occurs when repeated temperature cycling causes mechanical stress. Heat exchangers designed with flexible elements, such as pillow plates, accommodate thermal expansion without structural damage, extending equipment life.
Fouling reduces heat transfer efficiency and creates localized hot spots. Wide-gap welded plate heat exchangers allow particulates and viscous fluids to pass through without clogging, minimizing fouling accumulation. For high-temperature applications, HT-Bloc welded plate heat exchangers provide robust construction that resists scaling and deposit formation.
Regular cleaning cycles and online monitoring of pressure drop and temperature differentials help operators schedule maintenance before fouling compromises safety or performance.
Heat exchanger design directly impacts process safety. TP welded plate heat exchangers feature fully welded construction, eliminating gasket failure risks and providing leak-free operation in hazardous services. For air preheating in combustion processes, custom-engineered plate air preheaters ensure stable flame temperatures and prevent unburned fuel accumulation.
Pressure relief devices, thermal expansion compensation, and robust material selection are integral to heat exchanger safety. Units designed with these features protect downstream equipment and personnel from thermal runaway and material failure consequences.
Summary
Heat Transfer Efficiency
Optimizing thermal energy exchange between process streams to maximize heat recovery and minimize energy losses, directly improving overall plant efficiency.
Temperature Control
Maintaining optimal reaction conditions and process stability by precisely regulating temperature profiles, ensuring consistent product quality and safe operations.
Heat Recovery & Energy Conservation
Reducing operational costs and environmental impact through effective heat recovery, lowering fuel consumption and greenhouse gas emissions.
Phase Change Management
Facilitating condensation, evaporation, and vaporization processes with reliable heat transfer, enabling efficient separation and purification in chemical production.
Process Safety & Equipment Protection
Preventing thermal runaway and material degradation by providing controlled heat removal or addition, safeguarding both personnel and assets.
In chemical industry operations, a heat exchanger serves as a critical component for thermal management—integrating efficiency, control, recovery, phase change, and safety into a single, reliable unit.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
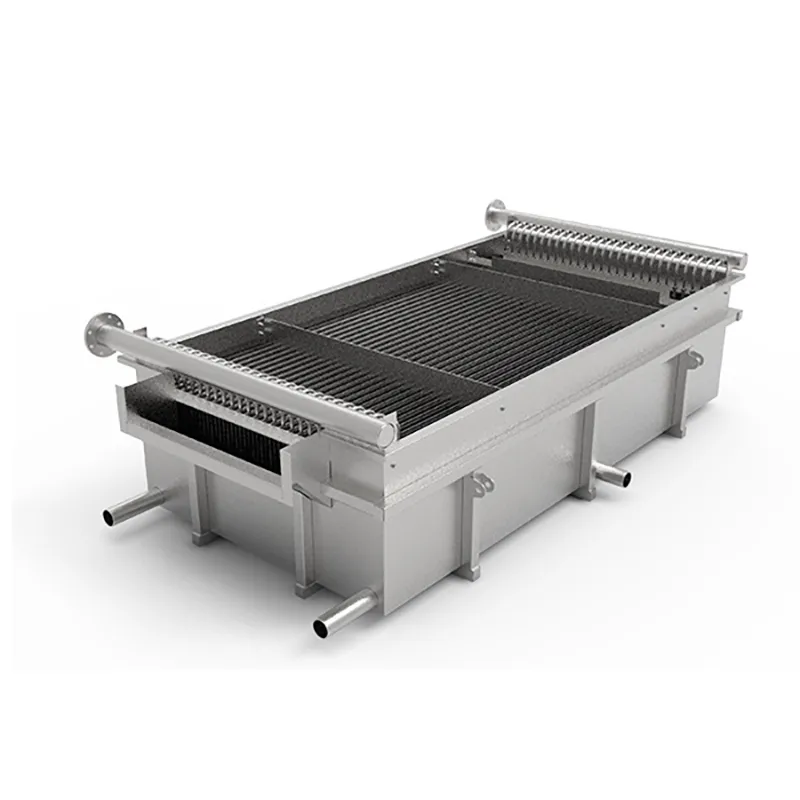
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

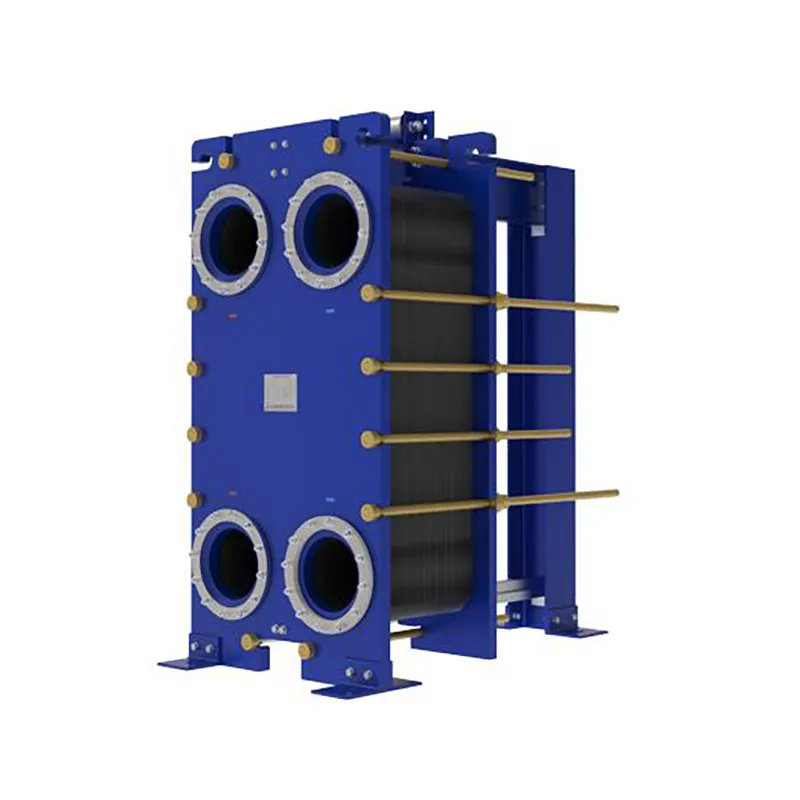
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Select the most popular foreign trade service products to meet your diverse needs
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.




User Comments
Service Experience Sharing from Real Customers
Marcus
Senior Process EngineerWe installed a shell-and-tube unit from this supplier in our ethylene glycol plant six months ago. The thermal efficiency is noticeably better than our old unit—we're seeing about a 12% improvement in heat recovery. The fouling factor has been minimal even with the sticky process fluids. Only gripe is the initial lead time was a bit longer than quoted, but the performance makes up for it.
Lena
Shift SupervisorWe're running a batch process for specialty adhesives, and this plate heat exchanger handles the frequent temperature swings without leaking—something our previous unit struggled with. Cleaning is straightforward, which is critical because we switch products every other day. I'd give it a perfect score if the gaskets came with a spare set included in the price.
Tom
Plant ManagerFor a mid-size ammonia production facility, this heat exchanger was a game-changer. We retrofitted it into an existing loop, and the pressure drop was lower than expected, which saved us from having to upgrade our pumps. The stainless steel construction has held up well against the corrosive environment. My team appreciates the clear maintenance manual too.
Priya
Chemical EngineerThe heat exchanger works fine for our solvent recovery column, but I'm not blown away. The design is standard—nothing innovative. It does the job, but we had some vibration issues at startup that took a few calls to resolve. Customer support was helpful eventually, but the back-and-forth cost us a day of production. Decent value for the price, though.