What Are The Different Types of Plate Heat Exchangers
Plate Heat Exchangers include gasketed, brazed, welded, semi-welded, shell and plate, and specialty types for varied industrial uses.
MoreThe tube bundle serves as the central component in a fully welded heat exchanger, facilitating efficient thermal transfer between two fluid streams. Its fully welded construction eliminates gaskets and seals, enhancing durability and preventing leakage under high pressure and temperature conditions.
Each tube within the bundle is precision-welded to the tube sheets, creating a rigid assembly that withstands thermal expansion and mechanical stress. The arrangement maximizes surface area for heat exchange, while the welded joints ensure zero cross-contamination between fluids.
Tube bundles can be customized with various tube diameters, lengths, and materials to suit specific process requirements. Despite their robust construction, modern designs allow for easy removal and replacement, reducing downtime. For more details, visit this product page.
Fully welded tube bundles are ideal for industries handling corrosive fluids or extreme temperatures, such as chemical processing and oil refining. Their leak-proof design ensures safety and reliability. Learn more about similar technology here.
Compared to gasketed or brazed heat exchangers, the fully welded tube bundle offers superior mechanical strength, longer service life, and higher operating limits. For further reading, check this resource.
Precision welding techniques ensure uniform tube-to-tube sheet joints, minimizing thermal resistance and pressure drop. This results in compact yet high-capacity designs. Explore more at this link.
The tube bundle’s fully welded construction eliminates potential failure points, making it suitable for high-stakes applications where downtime is costly. For more information, see this page.
Manufacturers can tailor tube bundle configurations, such as U-tubes or straight tubes, to fit unique space and performance requirements. Additional details are available here.
Advancements in welding technology continue to improve tube bundle performance, enabling higher efficiency and broader application ranges. For the latest innovations, refer to this resource.
The shell and channel assembly forms the primary pressure boundary of a fully welded heat exchanger, ensuring robust containment of process fluids under high thermal and mechanical loads. Welded joints between the shell, channel barrels, and nozzles eliminate potential leak paths, while the use of thick-walled carbon steel or stainless steel materials provides resistance to corrosion and fatigue. Finite element analysis is typically employed to optimize stress distribution at critical weld intersections, particularly around the channel-to-tubesheet and shell-to-channel connections.

Key structural features include full-penetration butt welds for longitudinal and circumferential seams, which are radiographically inspected to guarantee weld quality. The channel cover is often integrally welded or bolted with a welded diaphragm to maintain pressure integrity during thermal cycling. Additionally, reinforcement pads are applied around nozzle penetrations to manage localized stresses, and all welds undergo post-weld heat treatment to relieve residual stresses and enhance ductility. This design philosophy ensures that the assembly meets stringent ASME Boiler and Pressure Vessel Code requirements for safety and longevity.
The channel assembly also incorporates strategically placed drain and vent connections, with welded couplings that maintain the same pressure rating as the main shell. By eliminating gasketed joints in the primary flow path, the fully welded configuration minimizes maintenance intervals and reduces the risk of fugitive emissions. This integrated approach to structural design not only supports high-pressure operation but also extends the service life of the heat exchanger in demanding industrial applications.
Fully welded heat exchangers rely on specific joint geometries to eliminate potential leak paths. The table below outlines common weld joint types and their leakage resistance characteristics.
| Joint Type | Configuration | Leak Prevention Rating | Typical Application |
|---|---|---|---|
| Butt Joint | Full penetration | High | Shell & tube headers |
| Lap Joint | Overlapping fillet weld | Moderate | Low-pressure ducting |
| Corner Joint | Edge weld with backing | High | Rectangular housings |
| T-Joint | Double-sided fillet | Very High | High-pressure channels |
Proper selection of joint configuration directly reduces the risk of leakage under thermal cycling and pressure fluctuations. Full penetration butt joints and double-sided T-joints are preferred for critical sealing zones. For more details, refer to TP welded plate heat exchanger design or explore wide gap welded plate configurations.
Regular inspection of weld integrity and adherence to qualified welding procedures further enhance leak prevention. Advanced NDT methods such as radiography are recommended for critical joints.
In fully welded heat exchangers, thermal expansion caused by temperature gradients between the shell and tubes is a critical design challenge. To accommodate differential expansion without compromising structural integrity, bellows and expansion joints are strategically integrated. These flexible components absorb axial, lateral, and angular movements, reducing stress on welds and tube sheets. Typically installed on the shell side or at connection points, bellows are engineered from high-strength alloys to withstand cyclic thermal loads. Expansion joints, often multi-ply or reinforced, provide additional flexibility in large-diameter units. Proper placement and sizing of these elements ensure long-term reliability, preventing buckling, fatigue failure, or leakage. Advanced finite element analysis is used to predict movement patterns and optimize joint design for extreme operating conditions.
Material selection and thickness design are critical for ensuring the integrity of fully welded heat exchangers under high-pressure conditions. The choice of materials must consider mechanical strength, corrosion resistance, and thermal conductivity.
For high-pressure applications, materials such as stainless steel (304, 316L), duplex stainless steel, and nickel alloys (e.g., Inconel 625) are commonly selected. These materials offer high yield strength and resistance to stress corrosion cracking. The operating temperature and fluid compatibility further dictate the alloy choice.
The plate thickness is determined based on the design pressure, allowable stress, and weld joint efficiency. Using formulas from ASME Section VIII Div. 1, the minimum required thickness is calculated to prevent plastic deformation. A corrosion allowance of 1.5–3 mm is typically added for long-term reliability.
Fully welded construction introduces heat-affected zones (HAZ) that may alter mechanical properties. Post-weld heat treatment (PWHT) is often required to relieve residual stresses and restore ductility, particularly for thicker plates or high-carbon alloys.
Finite element analysis (FEA) is employed to validate the thickness design under peak pressure loads. Hydrostatic testing at 1.5 times the design pressure ensures no leakage or permanent deformation. Non-destructive examination (NDE) methods like ultrasonic testing verify weld integrity.
For further technical details on material specifications and thickness calculations, refer to custom engineered plate air preheaters and wide gap welded plate heat exchangers.
The fully welded heat exchanger is defined by several critical structural features that ensure reliable operation under demanding conditions. The tube bundle serves as the core heat transfer component, while the shell and channel assembly provides the necessary pressure containment and fluid distribution. Weld joint configurations are carefully designed to minimize leakage risks, and thermal expansion is managed through the integration of bellows or expansion joints. Material selection and thickness design are tailored to withstand high-pressure environments, contributing to the overall durability and safety of the system.
The tube bundle is responsible for transferring thermal energy between fluids, with its configuration directly influencing heat transfer efficiency and pressure drop. Its structural integration within the exchanger ensures stable support and alignment.
The shell and channel assembly provides the primary pressure boundary, with design features that distribute stress evenly and prevent deformation under high loads. Its robust construction is essential for long-term performance.
Carefully selected weld joint geometries, such as full penetration and fillet welds, are employed to eliminate potential leak paths. These configurations are optimized for strength and sealing effectiveness.
Bellows and expansion joints accommodate differential thermal expansion between components, reducing thermal stresses and preventing structural failure. Their placement and design are critical for maintaining system integrity.
Materials are chosen for their strength, corrosion resistance, and weldability, while thickness is calculated to meet pressure requirements and safety margins. This ensures the exchanger can withstand extreme operating conditions.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
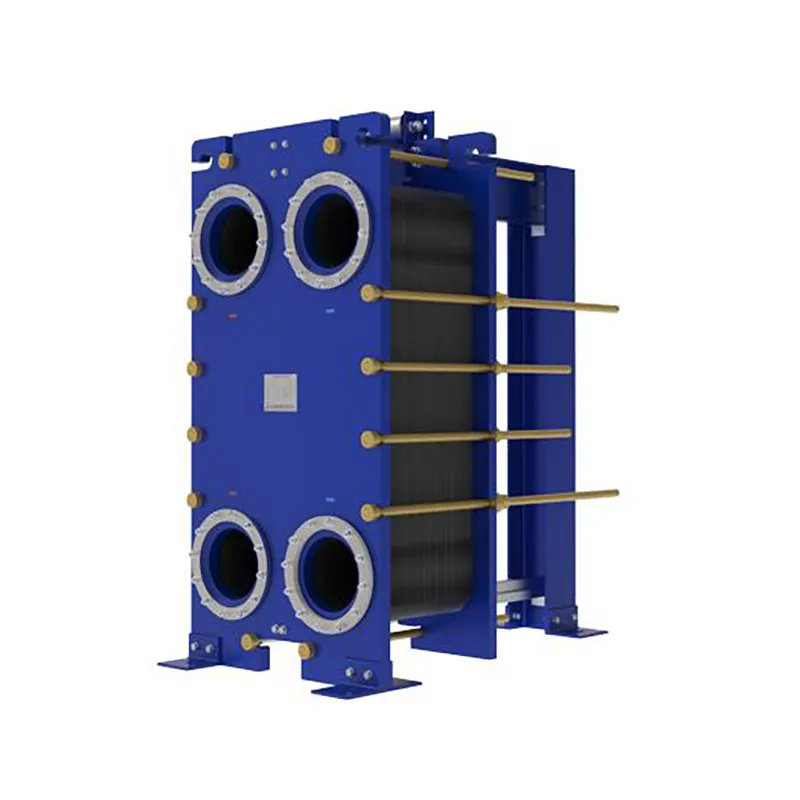
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Select the most popular foreign trade service products to meet your diverse needs
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.




User Comments
Service Experience Sharing from Real Customers
Linda
Senior Process EngineerWe installed a fully welded heat exchanger in our ammonia plant six months ago and the performance has been rock-solid. Zero leaks despite constant thermal cycling. The welded joints hold up way better than the gasketed units we used before. Maintenance team is finally getting a break.
Tom
HVAC TechnicianI was skeptical about going fully welded for our commercial building's heat recovery loop, but after two harsh winters, I'm a believer. No flange leaks, no gasket replacements. Only reason I'm not giving 5 stars is the initial cost was a bit steep for my budget. Still, long-term it'll pay off.
Rachel
Production ManagerWe switched to a fully welded design for our dairy pasteurization line because we couldn't risk contamination from gasket failures. This unit has been running 24/7 for over a year with zero downtime. Clean-in-place cycles are a breeze. Honestly, it's the best investment we've made in process reliability.
Ethan
Maintenance SupervisorHandling high-pressure steam condensate in a refinery is tough on equipment. This fully welded exchanger has survived two turnaround cycles without a single weld repair. My crew loves that there are no flanges to torque or gaskets to order. Only minor gripe: the weight makes installation a two-crane job.