PCHE in Hydrocarbon Processing and Refining: High-Pressure Heat Recovery Solutions
Printed Circuit Heat Exchanger solutions deliver high-pressure heat recovery, efficiency, and reliability for hydrocarbon processing and refining industries.
MoreIndustrial boilers consume massive amounts of fuel, and a significant portion of that energy escapes as hot flue gas. A flue gas heat recovery heat exchanger captures this waste heat to preheat combustion air, boiler feedwater, or process fluids, cutting fuel costs by 5–15% depending on operating conditions. This article explains how these systems work, their key features, typical parameters, and how to select the right solution for your plant. Whether you are upgrading an existing boiler or designing a new system, understanding the options—from welded plate exchangers to gasketed units—helps you make a cost-effective, reliable choice.

A flue gas heat recovery heat exchanger is a device that transfers thermal energy from hot exhaust gases leaving a boiler to a cooler fluid—typically water, air, or a thermal oil. The recovered heat reduces the amount of fresh fuel needed to reach the desired process temperature. In many industrial settings, flue gas temperatures range from 180°C to 350°C, and without recovery, this heat is simply vented to the atmosphere. By installing a heat exchanger, you can lower exhaust temperatures to around 120–150°C (or even lower with condensing designs), improving overall boiler efficiency by 5–15%.
The core principle is straightforward: hot flue gas passes over or through a set of heat transfer surfaces, and the cooler fluid flows on the other side. The design must handle corrosive condensates, particulate matter, and thermal expansion. That is why many engineers prefer welded plate heat exchangers or wide gap designs for dirty gas streams.
In a typical setup, the flue gas heat recovery heat exchanger is installed in the exhaust duct between the boiler outlet and the stack. A bypass damper allows the gas to go around the exchanger during startup or maintenance. The recovered heat can be used in several ways:
For example, a natural gas boiler with a 250°C exhaust temperature can be paired with a welded plate heat exchanger to preheat combustion air to 150°C, cutting gas usage by roughly 8%. The system typically includes a control valve, temperature sensors, and a cleaning mechanism for fouling management.
When evaluating a flue gas heat recovery heat exchanger, look for these design characteristics:
Many modern units also include integrated soot blowers or water wash connections to maintain performance over time.
The following table shows common operating parameters for industrial flue gas heat recovery systems. These are industry-generic ranges and may vary with specific applications.
| Parameter | Typical Range |
|---|---|
| Flue gas inlet temperature | 180 – 350 °C |
| Flue gas outlet temperature | 120 – 160 °C (non-condensing) / 50 – 80 °C (condensing) |
| Gas-side pressure drop | 200 – 800 Pa |
| Heat recovery efficiency | 5 – 15% (fuel savings) |
| Fluid side (water/air) temperature rise | 30 – 120 °C |
| Design pressure (fluid side) | Up to 25 bar |
These numbers help you size the heat exchanger and select materials. For dirty fuels like heavy oil or biomass, expect lower outlet temperatures and more frequent cleaning.
A flue gas heat recovery heat exchanger fits into many industrial boiler contexts:
For condensing applications where you want to recover latent heat, consider a plate air preheater or a printed circuit heat exchanger (PCHE) for very compact designs.

SHPHE is a Shanghai-based plate heat exchanger manufacturer founded in 2005, exporting to over 20 countries. The company holds ISO9001 and ASME U certifications, ensuring quality and compliance with international standards. Their product range includes HT-Bloc/TP welded plate heat exchangers, wide gap welded plate heat exchangers, gasketed plate heat exchangers, PCHE, plate air preheaters, and pillow plates. SHPHE offers free thermal design and selection service, helping you choose the right flue gas heat recovery heat exchanger for your specific boiler conditions. Whether you need a compact unit for a natural gas boiler or a rugged design for heavy oil, SHPHE provides engineered solutions compatible with or as an alternative to brands like Alfa Laval, Compabloc, or GEA.
Q1: What is the typical payback period for a flue gas heat recovery heat exchanger?
The payback period is usually 1 to 3 years, depending on fuel cost, operating hours, and the temperature difference. For a boiler running 8,000 hours per year on natural gas, fuel savings of 8–12% often yield a payback under 18 months.
Q2: Can a flue gas heat recovery heat exchanger handle corrosive condensate?
Yes, if the exchanger is made from corrosion-resistant materials like stainless steel 316L or higher alloys. Welded plate designs also eliminate gaskets that could degrade in acidic conditions. Proper drainage and material selection are critical.
Q3: How do I clean a flue gas heat recovery heat exchanger?
Cleaning methods depend on the design. Gasketed plate units can be disassembled for manual cleaning. Welded plate units often include water wash connections or soot blowers. For heavy fouling, chemical cleaning with a dilute alkaline solution is effective.
Q4: What is the difference between a condensing and non-condensing flue gas heat recovery system?
A non-condensing system cools the flue gas above its dew point (typically >120°C) to avoid condensation. A condensing system cools below the dew point to recover latent heat, boosting efficiency by an additional 5–10% but requiring corrosion-resistant materials and condensate management.
Q5: Can I retrofit a flue gas heat recovery heat exchanger to an existing boiler?
Yes, retrofitting is common. The exchanger is installed in the exhaust duct with a bypass. You may need to upgrade the induced draft fan if the pressure drop is higher than the existing system. A thermal design review is recommended first.
Q6: How do I select the right size for a flue gas heat recovery heat exchanger?
Sizing depends on flue gas flow rate, inlet and outlet temperatures, fluid properties, and allowable pressure drop. Most manufacturers, including SHPHE, offer free thermal design and selection. Provide your operating data, and they will recommend a model.
To get a tailored recommendation for your boiler plant, please provide the following details: flue gas flow rate (Nm³/h or kg/h), inlet and desired outlet temperatures, gas composition (if known), fluid type and flow rate on the other side, operating pressure, and any space constraints. With this information, SHPHE can perform a free thermal design and selection for a flue gas heat recovery heat exchanger that fits your process. Contact them through their website to start the process.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

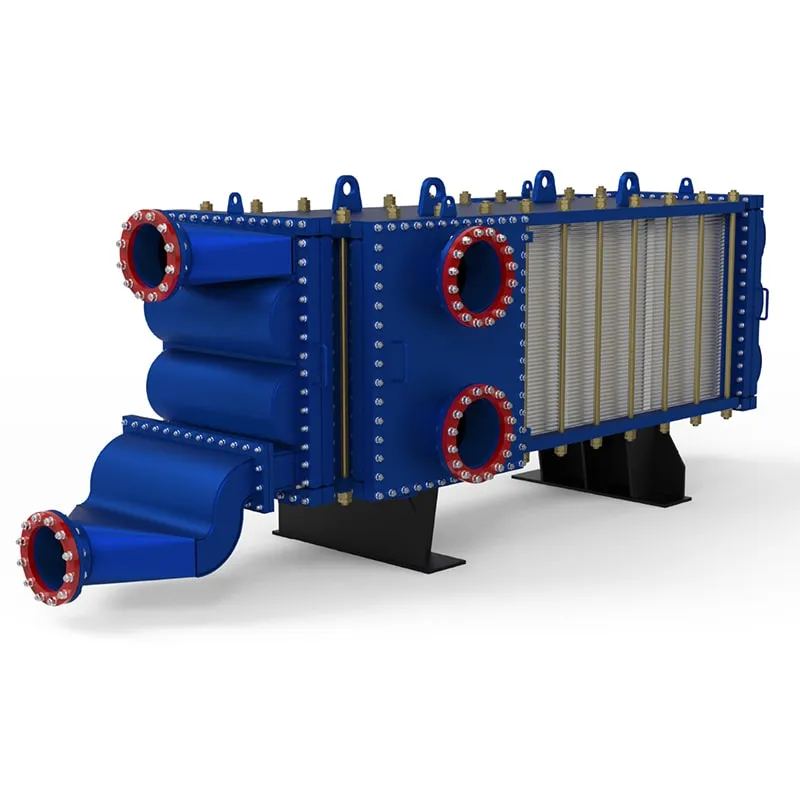
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
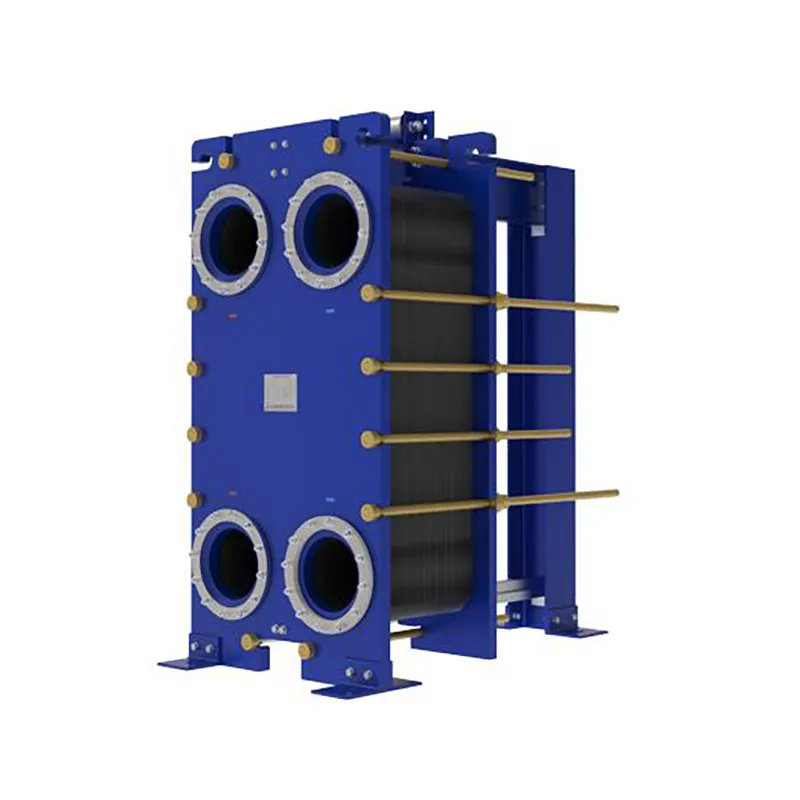
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Select the most popular foreign trade service products to meet your diverse needs
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.




User Comments
Service Experience Sharing from Real Customers
Mike
Senior Process EngineerWe installed this flue gas heat recovery unit six months ago at our refinery. The heat exchanger design is robust—handles the corrosive condensate without fouling issues like our old shell-and-tube. Payback period came in under 18 months. Highly recommended for anyone dealing with wet exhaust streams.
Emma
Facilities ManagerBought this for a mid-size food processing plant. It recovered enough heat to preheat our boiler feedwater and cut gas consumption by about 12%. The install was straightforward, though I wish the drain port were easier to access for cleaning. Still, solid performance so far.
Liam
Energy ConsultantI've specified this heat exchanger for three different clients now—pharma, textile, and a district heating plant. The finned tube design gives excellent thermal efficiency even at low ΔT. Every site reported 10–15% fuel savings within the first quarter. Reliable and easy to integrate.
Chloe
Maintenance TechnicianWorks well when it's running, but we had a small leak at the gasket after three months. Tightened it up and it's been fine since. The recovery numbers are decent, but I'd suggest ordering extra gaskets upfront. Not a bad unit for the price, just not bulletproof.