How PCHEs Support Green Hydrogen Production: From Electrolysis to Refueling Stations
Hydrogen heat exchanger technology boosts efficiency, safety, and reliability in green hydrogen production, storage, and refueling stations.
MoreIn many industrial processes, condensate leaving steam-using equipment still carries significant thermal energy. A condensate cooler heat exchanger captures this residual heat, reducing boiler fuel consumption and improving overall plant efficiency. This article explains how these exchangers work, their key design parameters, and how SHPHE delivers reliable solutions for process engineers and procurement managers worldwide.
A condensate cooler heat exchanger is a device designed to recover heat from hot condensate—typically steam condensate at temperatures between 80°C and 150°C—before it returns to the boiler or is discharged. Without this recovery step, valuable thermal energy is wasted, increasing operational costs and carbon footprint. For process engineers, integrating a condensate cooler can improve overall system efficiency by 5% to 15%, depending on the application.
The core principle is straightforward: the hot condensate flows through one side of the heat exchanger, while a cooler fluid—often makeup water or a process stream—absorbs the heat on the other side. This preheated fluid then reduces the energy required for downstream heating, creating a closed-loop efficiency gain.
Imagine a steam system in a food processing plant. Steam is used for cooking and sterilization, and the resulting condensate exits at around 120°C. Instead of sending this hot water directly to the boiler feed tank, a condensate cooler heat exchanger transfers its heat to incoming cold makeup water. The preheated makeup water then enters the deaerator at a higher temperature, reducing steam demand for heating.
Key process parameters include:
The heat exchanger must handle thermal cycling and potential fouling from condensate impurities, making robust material selection critical.
When specifying a condensate cooler heat exchanger, process engineers should consider the following features:
These parameters ensure the exchanger can handle the thermal stress and flow conditions typical in condensate recovery systems.
Condensate cooler heat exchangers are used across multiple industries:
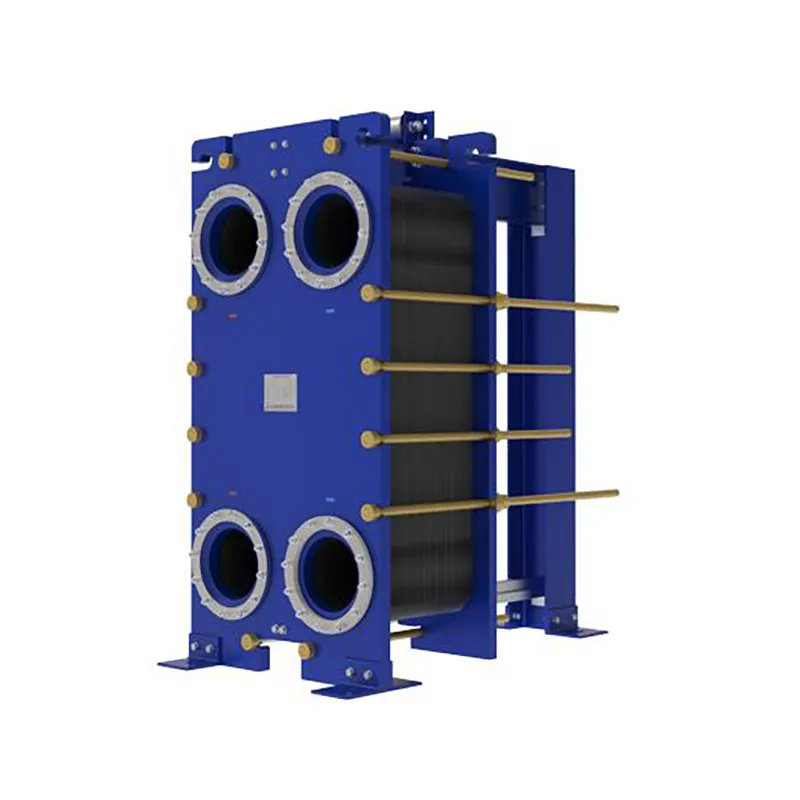
For most applications, a gasketed plate heat exchanger is the recommended solution due to its high thermal efficiency, easy maintenance, and compact footprint. In scenarios with high fouling potential, a wide gap welded plate heat exchanger may be more suitable. SHPHE offers both options, along with free thermal design and selection services to match your specific process conditions.
SHPHE, founded in 2005 in Shanghai, is a trusted plate heat exchanger manufacturer with ISO9001 and ASME U certifications. We export to over 20 countries and serve process engineers and purchasing managers who demand reliable, cost-effective thermal solutions. Our product lines include:
We also offer Plate Air Preheaters for air-to-liquid heat recovery. Our team provides free thermal design and selection, ensuring your condensate cooler heat exchanger is optimized for your specific flow rate, temperature, pressure, and media characteristics.
The payback period typically ranges from 6 months to 2 years, depending on the condensate temperature, flow rate, and local energy costs. For a plant with a condensate flow of 20 m³/h at 120°C, savings can exceed $15,000 annually in fuel costs.
Yes. SHPHE offers plate materials such as 316L stainless steel, titanium, and Hastelloy to resist corrosion from acidic or chlorinated condensate. Proper material selection is included in our free thermal design service.
Plate heat exchangers offer higher thermal efficiency (up to 90% temperature approach) and a smaller footprint compared to shell-and-tube units. They are also easier to clean and maintain, making them a preferred choice for condensate recovery.
Routine maintenance includes periodic cleaning of plates to remove fouling, inspecting gaskets for wear, and checking for leaks. With proper water treatment, a gasketed plate heat exchanger can operate for 5–10 years before gasket replacement is needed.
Yes. SHPHE designs gasketed plate heat exchangers that are compatible with standard frame sizes and connection patterns used by Alfa Laval, Compabloc, and GEA. We can provide drop-in replacements or retrofits for your existing system.
For gasketed designs, the maximum temperature is typically 150°C with EPDM gaskets. For higher temperatures up to 250°C, SHPHE recommends welded plate heat exchangers like the HT-Bloc series, which eliminate gasket limitations.
To get a precise thermal design and quotation for your condensate cooler heat exchanger, please provide the following details: flow rate (hot and cold sides), inlet and outlet temperatures, operating pressure, and media composition (including any corrosive elements). SHPHE’s engineering team will respond with a customized solution within 48 hours. Contact us today to optimize your thermal recovery and reduce energy costs.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

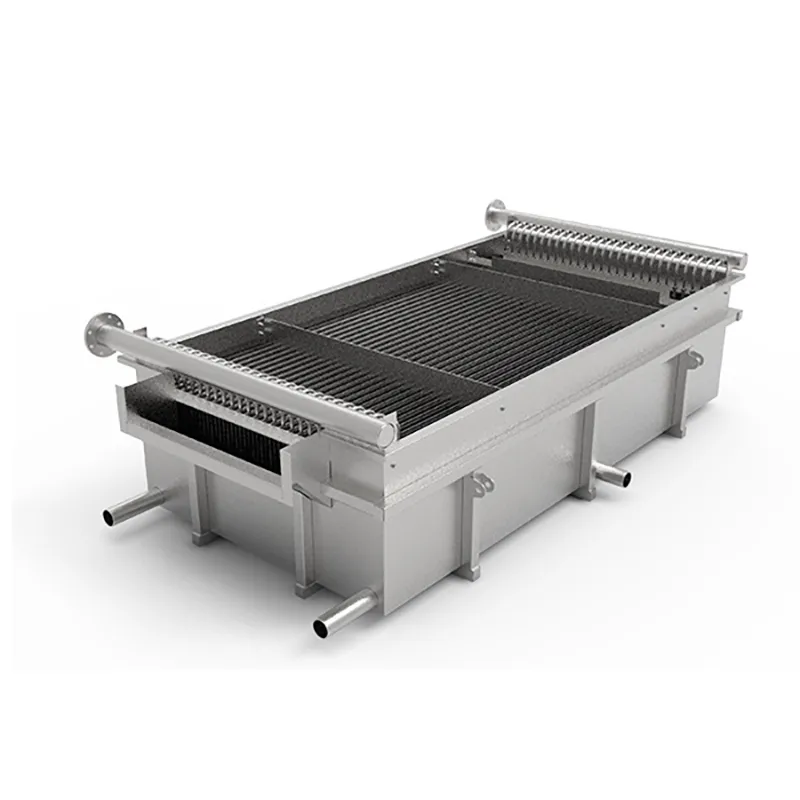
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Select the most popular foreign trade service products to meet your diverse needs
Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.




User Comments
Service Experience Sharing from Real Customers
Liam
Process EngineerWe installed this condensate cooler in our ethylene unit two months ago, and the temperature drop across the shell side has been rock-solid. The tube bundle design handles our high-fouling service better than the old U-tube style—less frequent cleaning, fewer shutdowns. No more hot condensate hammering the downstream pumps either. Solid piece of kit.
Sophie
Maintenance SupervisorFor the price point, this heat exchanger is a workhorse. We use it on a steam condensate return line in a 50-year-old plant, and it's held up against the constant thermal cycling. Only reason I'm not giving 5 stars is that the gasket material seemed a bit thin—I swapped it out for a spiral-wound during the first annual service. Otherwise, no leaks, good pressure drop, easy to rod out.
Elena
Senior Project ManagerSpec'd this for a new offshore platform condensate recovery skid. Had to meet strict weight and footprint limits, and this unit delivered. The compact finned-tube configuration gives us the heat transfer we need without the bulk. Fabrication quality was spot on—hydrotest passed first time. Our client's commissioning team was impressed. Would buy again.
Raj
Utilities EngineerIt works as advertised for basic condensate cooling, but I expected better corrosion resistance on the tubesheets. We're circulating slightly acidic demin water (pH around 5.8), and after six months I'm seeing pitting near the inlet nozzle. Had to add a chemical dosing skid to buffer the pH. Performance is fine otherwise, but the material choice for sourish service could be upgraded.