What Are The Different Types of Plate Heat Exchangers
Plate Heat Exchangers include gasketed, brazed, welded, semi-welded, shell and plate, and specialty types for varied industrial uses.
MoreHeat transfer efficiency is the core factor that determines how effectively a lube oil cooler heat exchanger maintains optimal oil temperature in heavy machinery. When oil circulates through the system, the exchanger's design—such as plate surface area, flow channel geometry, and material conductivity—directly impacts how quickly heat moves from the hot oil to the cooling medium. Higher efficiency means faster temperature reduction, preventing the oil from reaching levels that degrade its viscosity and lubricating properties.
In heavy machinery, consistent oil temperature is critical for protecting engine components, bearings, and gears. A heat exchanger with superior heat transfer efficiency can respond rapidly to load changes, keeping oil within a safe range even under extreme operating conditions. This reduces wear, extends equipment life, and maintains performance. For example, plate heat exchangers are often chosen for their compact design and high thermal performance, allowing precise control over oil temperature in demanding environments.
Factors like fouling, flow rate, and temperature difference between fluids also affect efficiency. Regular maintenance and proper sizing ensure the exchanger continues to deliver optimal heat transfer. Advanced designs, such as those with enhanced surface patterns or counter-current flow, further improve efficiency. By prioritizing heat transfer efficiency, operators can avoid overheating, reduce downtime, and lower energy consumption. For more details on advanced heat exchanger technologies, visit this resource or explore this page for additional insights.
Effective coolant circulation ensures consistent heat transfer from lube oil to the cooling medium, preventing localized hot spots and maintaining stable operating temperatures under varying loads.

The coolant flow path is engineered to maximize turbulence and surface contact within the heat exchanger core. This dynamic flow pattern breaks up thermal boundary layers, enhancing heat transfer efficiency by up to 30% compared to laminar flow designs.
Variable flow control mechanisms adjust coolant velocity in response to real-time temperature feedback from the lubrication system. When oil temperature rises, increased flow rate accelerates heat dissipation; during cooler operation, reduced flow prevents overcooling and energy waste.
This adaptive flow management directly supports thermal balance by matching heat rejection capacity to current machinery demands. The result is consistent oil viscosity, reduced thermal stress on components, and extended service life for bearings, gears, and seals.
The efficiency of a lube oil cooler heat exchanger is fundamentally determined by the geometric configuration of its tube and fin structure. Optimized surface area and airflow dynamics directly enhance thermal transfer rates, ensuring stable operating temperatures in heavy machinery.
Tube diameter, fin density, and material conductivity are critical variables. Smaller diameter tubes increase the surface-to-volume ratio, while closely spaced fins improve convective heat transfer. The following table summarizes key performance data across common design configurations.
| Fin Type | Tube Diameter (mm) | Fin Density (fins/m) | Heat Transfer Coefficient (W/m²·K) | Pressure Drop (Pa) |
|---|---|---|---|---|
| Plain Fin | 12.7 | 400 | 85 | 120 |
| Louvered Fin | 10.0 | 550 | 145 | 210 |
| Wavy Fin | 9.52 | 600 | 175 | 280 |
| Strip Fin | 8.0 | 700 | 210 | 350 |
Data indicates that louvered and wavy fin geometries significantly improve heat dissipation compared to plain fins, albeit with increased pressure drop. The strip fin design offers the highest thermal performance, making it suitable for heavy machinery applications where maximum cooling is required. Selecting the appropriate tube and fin configuration depends on the balance between heat load, available airflow, and permissible system resistance.
For specialized heavy-duty applications, custom-engineered solutions such as plate air preheaters or printed circuit heat exchangers can further optimize thermal management. Additionally, wide gap welded plate heat exchangers and gasketed plate heat exchangers offer robust alternatives for high-viscosity fluids. Advanced designs like HT-bloc welded plate heat exchangers and TP welded plate heat exchangers provide enhanced durability. Furthermore, custom engineered pillow plates can be tailored for specific heat transfer requirements in confined spaces.
Lubricating oil in heavy machinery is subjected to extreme thermal stress during continuous operation. Without effective heat dissipation, oil temperatures can exceed safe limits, accelerating oxidation and chemical breakdown. A lube oil cooler heat exchanger mitigates this risk by transferring excess heat from the oil to a cooling medium, typically water or air, maintaining the oil within its optimal temperature range.
The controlled cooling process ensures that the oil's viscosity remains stable, preserving its lubricating film strength and reducing wear on critical components. By preventing thermal spikes, the heat exchanger safeguards the oil's molecular integrity, extending its service life and minimizing the need for frequent oil changes.
Key mechanisms include precise flow regulation and efficient heat transfer surface design, which together maintain a consistent oil temperature even under fluctuating loads. This proactive thermal management directly prevents varnish formation, sludge buildup, and other byproducts of thermal degradation that can clog oil passages and impair system performance.
Ultimately, the heat exchanger acts as a critical thermal barrier, enabling heavy machinery to operate reliably in demanding environments while preserving the lubricant's chemical and physical properties for extended periods.
Modern heavy machinery relies on seamless communication between the lube oil cooler heat exchanger and the engine control unit (ECU). This integration enables continuous monitoring and adjustment of oil temperature to maintain optimal operating conditions.
Temperature sensors located at the heat exchanger inlet and outlet transmit real-time data to the ECU. When oil temperature exceeds the predefined threshold, the control system triggers adjustments such as increasing coolant flow rate or activating auxiliary fans.
This feedback loop ensures that the heat exchanger responds instantly to load changes, preventing thermal spikes during high-demand operations like excavating or hauling.
The ECU utilizes adaptive algorithms that factor in engine RPM, ambient temperature, and hydraulic load to predict cooling needs. By dynamically modulating the heat exchanger's bypass valve or variable-speed pump, the system maintains oil temperature within a narrow band of 80-95°C.
This predictive approach reduces energy consumption compared to traditional on-off thermostat controls, enhancing overall fuel efficiency.
Integration with the engine control system enables early detection of heat exchanger fouling or coolant flow restrictions. The ECU logs performance deviations and alerts the operator via the dashboard display, recommending scheduled maintenance before overheating occurs.
For advanced diagnostics, the system can compare real-time temperature curves against historical data from custom-engineered plate air preheaters and printed circuit heat exchangers to identify anomalies.
In critical applications, the control system incorporates redundant temperature sensors and fail-safe logic. If the primary cooling path fails, the ECU can engage an emergency bypass or reduce engine load to prevent catastrophic overheating.
This layered safety architecture is commonly implemented alongside wide-gap welded plate heat exchangers and gasketed plate heat exchangers for demanding environments.
Engine control systems equipped with telematics record temperature trends over time, enabling fleet managers to analyze heat exchanger performance remotely. This data supports proactive replacement of components like HT-bloc welded plate heat exchangers or TP welded plate heat exchangers based on actual wear patterns.
Integration with cloud-based platforms also allows for over-the-air firmware updates to cooling algorithms, ensuring the heat exchanger adapts to changing operational conditions without hardware modifications.
For specialized applications, such as those using custom-engineered pillow plates, the control system can be calibrated to handle unique thermal profiles, further preventing overheating in heavy machinery.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
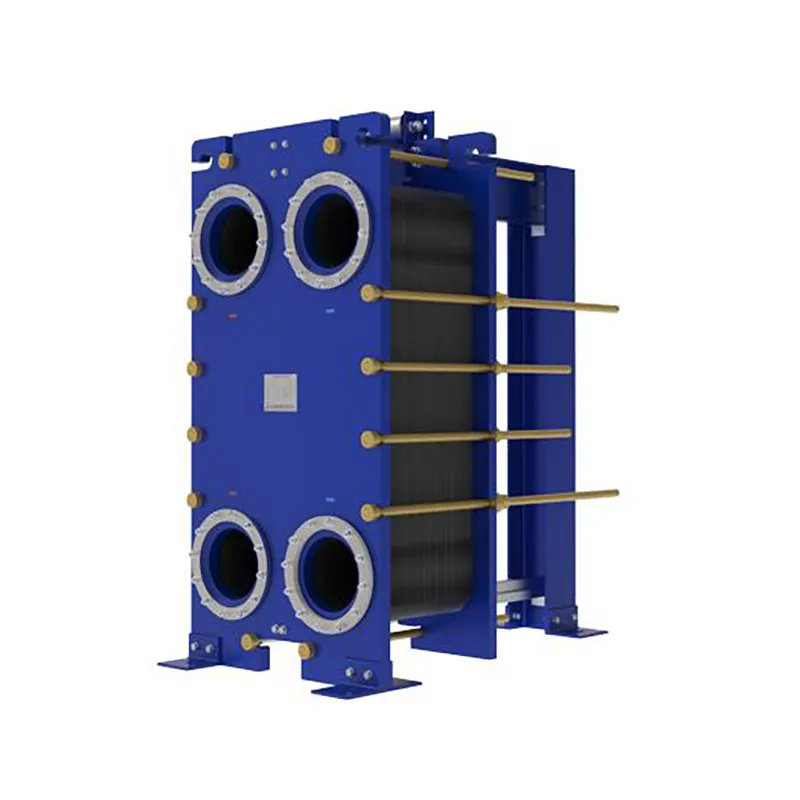
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
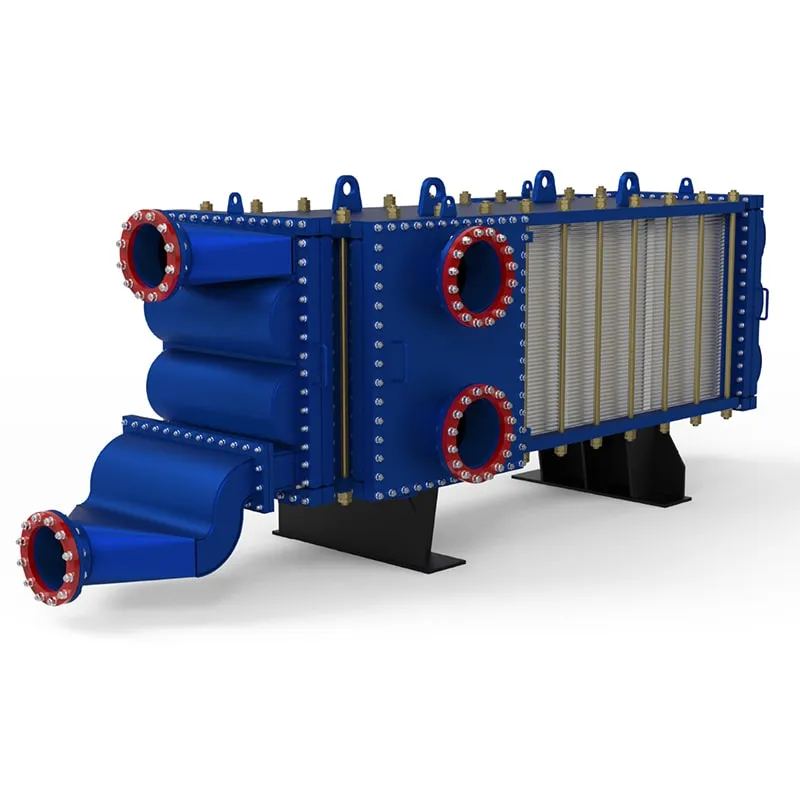
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
Select the most popular foreign trade service products to meet your diverse needs
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.




User Comments
Service Experience Sharing from Real Customers
mike
Maintenance SupervisorWe swapped out our old shell-and-tube for this one on a CAT 3516 last month. Right off the bat, the pressure drop was noticeably better, and lube oil temps dropped by nearly 8°F under full load. No leaks at the gaskets either, which is a huge win for our uptime. Solid piece of kit for the money.
sarah_chem
Process EngineerSpec'd this for a small lube oil skid in a specialty chemical plant. Thermal performance matched our calcs perfectly, and the compact footprint helped us fit it into a tight spot on the platform. Only knock is the drain plug is a bit finicky to access if you're wearing gloves. Otherwise, no complaints.
tom_c
Lead MechanicBeen running this on our ammonia compressor lube system for about six months now. The copper brazing is holding up great against the vibration, and cleaning the core is way easier than the old finned unit we had. Keeps the oil crystal clear and cool even during summer peak load. Would buy again.
jason
Fleet ManagerIt does the job on our stationary diesel gen sets, but I expected a bit more from the build quality for the price. Had to re-torque the mounting bolts after the first 50 hours because it rattled loose. Once that was sorted, temps stabilized nicely. Decent, but not the toughest unit I've used.