How Printed Circuit Heat Exchanger Solves High-Pressure Heat Transfer Challenges
Printed Circuit Heat Exchanger technology ensures safe, efficient, and reliable high-pressure heat transfer with compact design and superior mechanical integrity.
MoreJohn R. Thompson, Emily S. Carter, Michael D. Liu
Jun-09-2026
In chemical processing, distillation and condensation systems are fundamental for separating mixtures and recovering solvents. Compact heat exchangers play a critical role in improving the energy efficiency of reboilers and condensers by maximizing heat transfer within a smaller footprint. Their enhanced surface area and optimized flow paths reduce thermal resistance, leading to lower utility consumption and operational costs.
Reboilers in distillation columns require efficient heat input to maintain vapor generation. Compact designs, such as welded plate heat exchangers, offer high heat transfer coefficients and reduced fouling tendencies. They are particularly effective in applications with close temperature approaches, enabling significant energy savings. For more details on engineered solutions, visit TP-Welded Plate Heat Exchanger or explore HT-Bloc Welded Plate Heat Exchanger.
Condensers in distillation systems benefit from compact heat exchangers that provide superior vapor-to-liquid phase change efficiency. The use of gasketed or wide-gap designs ensures effective handling of non-condensable gases and viscous fluids, improving overall system reliability. Learn about specialized options at Gasketed Plate Heat Exchangers and Wide-Gap Welded Plate Heat Exchanger.
Compact heat exchangers enable better integration of heat recovery networks within distillation units. By incorporating custom-engineered printed circuit or pillow plate designs, facilities can achieve tighter temperature crossovers and reduce external utility demands. Explore these innovations at Custom Engineered Printed Circuit Heat Exchanger and Custom Engineered Pillow Plates.
The compact geometry of these heat exchangers reduces inventory volume and allows for easier maintenance access. In reboiler and condenser services, this translates to less downtime and improved safety. For air preheating applications that complement distillation systems, refer to Custom Engineered Plate Air Preheaters.

Compact heat exchangers enable precise thermal regulation within chemical reactors, directly managing the heat released or absorbed during reactions. For exothermic processes, they rapidly remove excess heat to prevent runaway reactions and maintain optimal yield. In endothermic scenarios, they efficiently supply consistent thermal energy to sustain reaction kinetics.
Key benefits include enhanced temperature uniformity across the reactor volume, reduced thermal gradients, and faster response to setpoint changes. This precision supports higher product purity, improved safety margins, and extended catalyst life. Typical configurations involve jacketed vessels, internal coils, or external loop systems integrated with plate or welded heat exchangers.
Applications range from batch reactors in specialty chemicals to continuous stirred-tank reactors (CSTR) in petrochemicals. Compact designs minimize footprint while maximizing heat transfer surface area, making them ideal for retrofitting existing plants or designing new modular units. Reliable temperature control also reduces energy consumption by optimizing utility usage.
In chemical processing, substantial thermal energy is often discharged into the environment through exhaust gases, liquid effluents, or steam condensate. Compact heat exchangers enable efficient capture of this waste heat, converting it into a valuable resource for preheating feedstocks, generating low-pressure steam, or powering absorption chillers. Their high surface-area-to-volume ratio minimizes space requirements while maximizing heat transfer coefficients, even in streams with moderate fouling tendencies.
Typical recovery configurations involve installing a compact unit directly on a hot exhaust duct or integrating it into a liquid loop. The recovered energy can reduce primary fuel consumption by 15% to 30%, lowering both operational costs and carbon footprint. Key design considerations include material selection for corrosion resistance, pressure drop constraints, and the need for periodic cleaning access.
| Application | Stream Type | Temperature Range (°C) | Typical Recovery Efficiency (%) |
|---|---|---|---|
| Flue gas preheating | Gas | 150 – 400 | 55 – 75 |
| Condensate recovery | Liquid | 80 – 120 | 70 – 85 |
| Reactor effluent cooling | Gas / Liquid | 200 – 500 | 50 – 70 |
| Low-pressure steam generation | Steam / Water | 120 – 180 | 60 – 80 |
The table above summarizes common waste heat recovery scenarios in chemical plants, highlighting achievable efficiency ranges. Actual performance depends on stream composition, flow rate stability, and exchanger cleanliness.
For detailed engineering solutions, explore specific compact heat exchanger designs such as custom plate air preheaters, gasketed plate heat exchangers, and HT-Bloc welded plate units. These technologies are widely adopted for fouling-prone streams and high-temperature recovery duties.
In chemical processing, managing thermal loads in high-pressure or corrosive environments demands robust and reliable heat exchange equipment. Compact heat exchangers are engineered to withstand extreme pressures and aggressive chemical media while delivering exceptional thermal performance. Their enhanced design minimizes material stress and reduces potential leak paths, making them ideal for critical cooling duties involving reactive or hazardous fluids.
These units often feature specialized alloys and advanced welding techniques to resist corrosion and maintain structural integrity. The compact geometry not only saves valuable plant space but also reduces fluid inventory, enhancing overall process safety. By enabling efficient gas and liquid cooling in demanding conditions, these exchangers help maintain stable operating temperatures and prolong equipment lifespan.
For applications requiring exceptional durability and safety, compact heat exchangers provide a proven solution. Their ability to handle high thermal gradients and aggressive media makes them indispensable in modern chemical plants, ensuring both operational efficiency and regulatory compliance.
In specialty chemical manufacturing, compact heat exchangers enable process intensification by significantly reducing equipment footprint while enhancing heat transfer efficiency. These advanced thermal systems support precise temperature control, faster reaction rates, and lower energy consumption.
Compact heat exchangers are deployed across multiple unit operations where high heat transfer rates and small space requirements are critical. Typical uses include:
Modern compact heat exchangers employ enhanced surface geometries and optimized flow paths to achieve heat transfer coefficients three to five times higher than conventional shell-and-tube designs. Key features include:
Corrosion resistance and material compatibility are paramount in specialty chemical applications. Compact heat exchangers are fabricated from a range of alloys and polymers to withstand aggressive media, high temperatures, and pressure requirements. Common materials include stainless steel, titanium, Hastelloy, and PTFE coatings.
Successful integration of compact heat exchangers in existing plants requires careful consideration of pressure drop, cleaning access, and connection interfaces. Modular designs allow for easy scale-up and maintenance. Process intensification benefits are most pronounced when these units are paired with advanced control systems.
Explore specific compact heat exchanger technologies for specialty chemical manufacturing:
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development
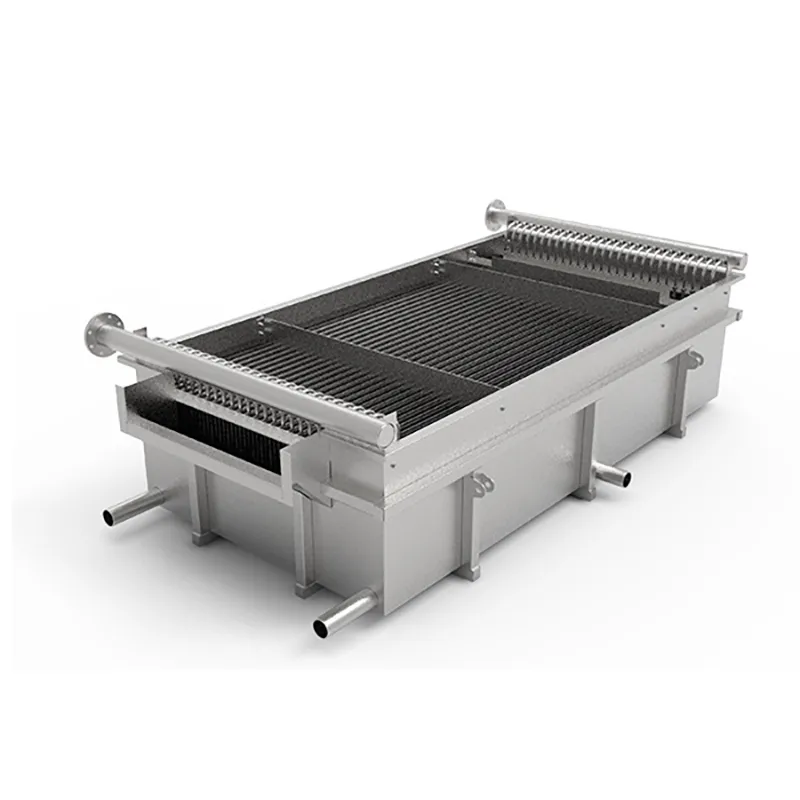
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Select the most popular foreign trade service products to meet your diverse needs
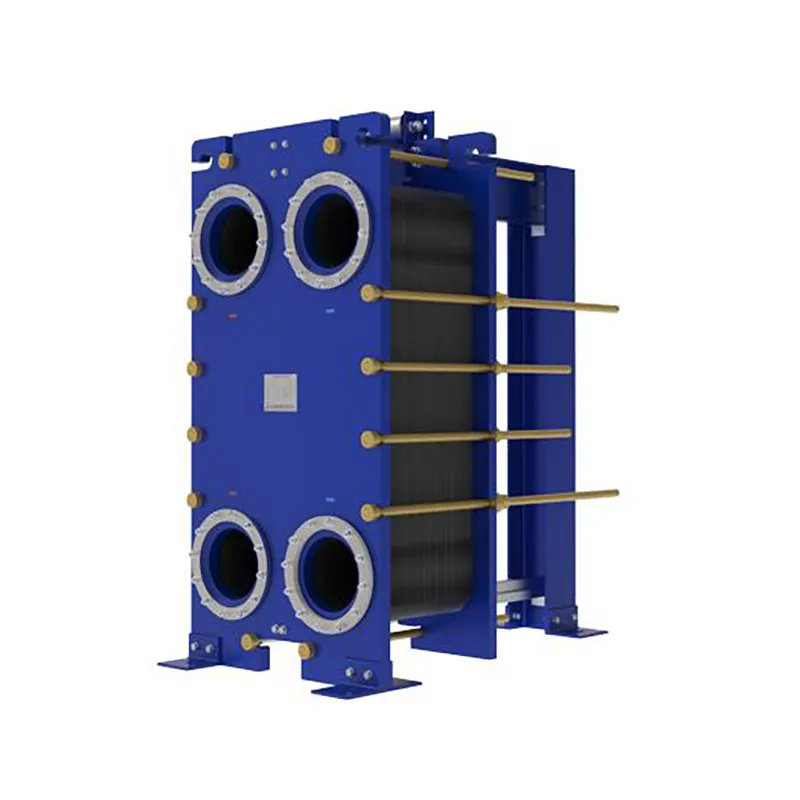
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
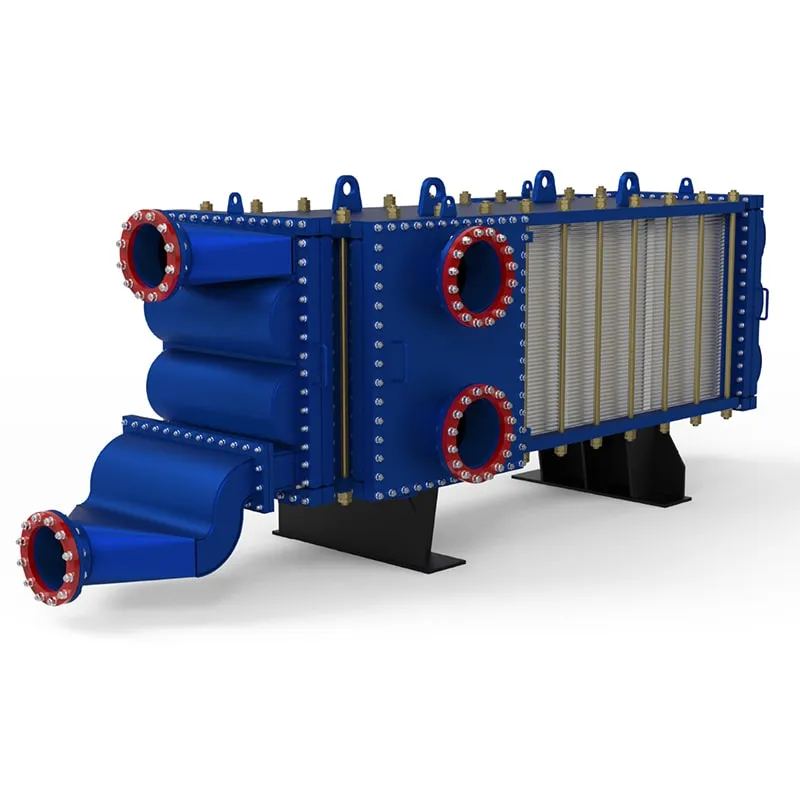
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.




User Comments
Service Experience Sharing from Real Customers
Elena
Lead Process EngineerWe switched to a compact plate-fin design for our offshore gas dehydration units. The weight savings alone justified the retrofit, but the added thermal efficiency under fluctuating loads really sealed the deal. Maintenance access is tight, but that's a trade-off I'll take every time.
Marcus
HVAC Design TechnicianInstalled a brazed plate heat exchanger in a custom residential geothermal loop. It's surprisingly forgiving with dirty water—I was worried about clogging, but the flow paths handled it fine. Only reason it's not 5 stars is the initial cost vs. a shell-and-tube, but you get what you pay for in footprint.
Priya
Senior Validation SpecialistIn pharma, space is always a premium, and our cleanroom HVAC needed a compact solution that could also handle strict temperature control for solvent recovery. This unit passed every IQ/OQ/PQ without a hiccup. The smooth surfaces also made CIP validation a breeze. Highly recommend for any GMP environment.
Jack
Maintenance SupervisorWe put one of these on a small chemical batch reactor for heating/cooling duty. It works great when it's clean, but the narrow channels mean we have to flush it more often than I'd like. Saved a lot of floor space, but my team spends extra time on maintenance logs. It's a trade-off, not a miracle.