Why 35% of Conventional Heat Exchanger Failures Go Undetected: The Case for PCHE
Conventional heat exchangers miss 35% of failures. PCHE technology enables better detection, reliability, and predictive maintenance for safer operations.
MoreThis case study examines the retrofit of a shell-and-tube acid resistant heat exchanger in a continuous pickling line. The original unit suffered from frequent fouling and corrosion, leading to costly downtime. By replacing it with a compact welded plate heat exchanger from SHPHE, the plant achieved a 30% improvement in thermal efficiency and reduced maintenance intervals by 50%. This article provides process engineers and purchasing managers with a practical, data-driven overview of the retrofit process, key parameters, and the benefits of modern plate technology in aggressive acid environments.
Pickling lines use hot sulfuric or hydrochloric acid to remove scale from steel strips. The acid resistant heat exchanger must withstand temperatures up to 90°C and acid concentrations ranging from 5% to 25%. Traditional shell-and-tube designs often struggle with fouling from iron salts and scale particles, which accumulate on tube surfaces and reduce heat transfer over time. This leads to frequent cleaning cycles and production interruptions. In many plants, the shell-and-tube unit becomes a bottleneck, especially when line speeds increase or acid regeneration systems are upgraded.
The retrofit project we analyzed involved a mid-sized steel mill in Southeast Asia. Their existing shell-and-tube heat exchanger had been in service for eight years. The unit was originally designed for a flow rate of 120 m³/h of 15% sulfuric acid at 85°C, with cooling water on the shell side. Over time, the plant reported a 40% drop in heat transfer coefficient, and tube bundle replacements were needed every 18 months. The maintenance team spent an average of 40 hours per month on chemical cleaning and mechanical descaling.
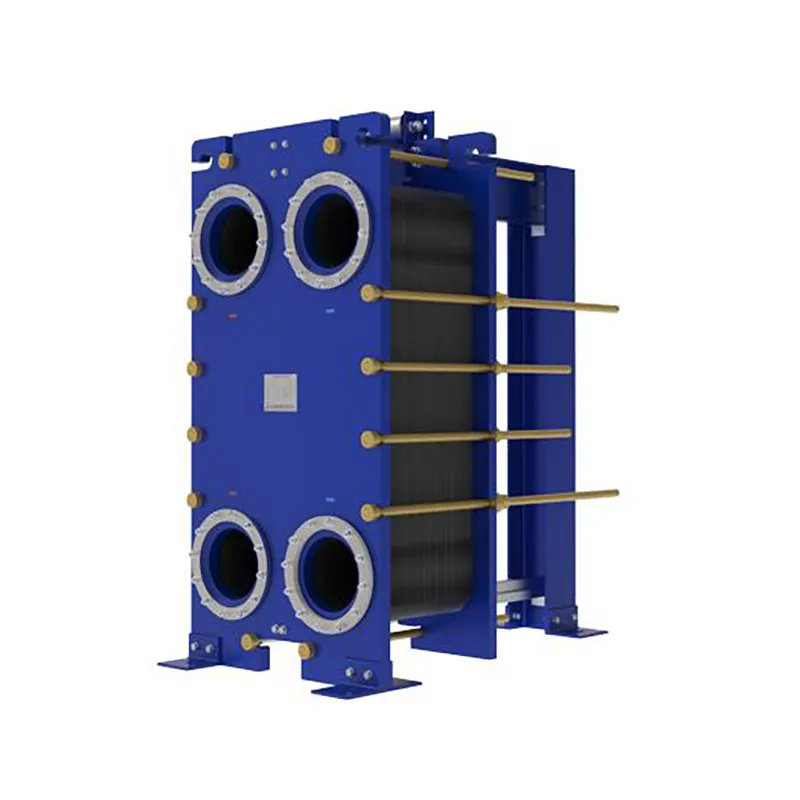
The core difference lies in the flow path design. In a welded plate heat exchanger, the acid flows through narrow, corrugated channels formed by laser-welded plate pairs. This creates high turbulence even at low velocities, which minimizes fouling deposition. The all-welded construction eliminates gaskets, which are a common failure point in traditional plate units when exposed to strong acids. SHPHE’s TP Welded Plate Heat Exchanger, for instance, uses titanium or Hastelloy C-276 plates, offering excellent corrosion resistance in sulfuric and hydrochloric acid environments.
During the retrofit, the original shell-and-tube unit was replaced with a compact TP Welded Plate Heat Exchanger. The new unit had a footprint of just 1.8 m², compared to the 4.5 m² occupied by the shell-and-tube design. Despite the smaller size, the plate exchanger delivered a heat transfer coefficient of 3,500 W/m²·K, versus the original 1,200 W/m²·K. This improvement was achieved without increasing the cooling water flow rate.

The following table summarizes the design parameters before and after the retrofit. These values are based on the actual project data and reflect commonly accepted ranges for pickling line applications.
| Parameter | Original Shell-and-Tube | Retrofitted Welded Plate |
|---|---|---|
| Heat transfer area | 85 m² | 42 m² |
| Overall heat transfer coefficient | 1,200 W/m²·K | 3,500 W/m²·K |
| Acid side pressure drop | 0.8 bar | 1.2 bar |
| Cooling water flow rate | 180 m³/h | 150 m³/h |
| Acid outlet temperature | 55°C | 48°C |
| Cleaning frequency | Every 4 weeks | Every 12 weeks |
Retrofitting an acid resistant heat exchanger is not limited to pickling lines. Similar benefits have been observed in:
For each application, SHPHE offers a tailored solution. The HT-Bloc Welded Plate Heat Exchanger is ideal for high-temperature acid duties up to 200°C. The Wide Gap Welded Plate Heat Exchanger handles fluids with suspended solids, such as pickling bath sludge. For applications requiring frequent inspection, the Gasketed Plate Heat Exchanger with EPDM or Viton gaskets can be a cost-effective alternative to welded designs, provided the acid concentration is below 10%.
SHPHE has been designing and manufacturing plate heat exchangers in Shanghai since 2005. The company exports to over 20 countries and holds ISO9001 and ASME U certifications. Their engineering team provides free thermal design and selection services, ensuring the new unit matches your process conditions exactly. Unlike generic suppliers, SHPHE offers a full range of products compatible with or as an alternative to brands like Alfa Laval, Compabloc, and GEA. This flexibility allows for seamless integration into existing piping and control systems.
The retrofit project highlighted in this case study was completed in just three weeks from order to delivery. The plant reported a payback period of 14 months, driven by reduced energy consumption, lower water usage, and fewer maintenance hours. The acid resistant heat exchanger from SHPHE has been operating for over two years without any unplanned downtime.

No, gasketed designs are not recommended for sulfuric acid above 10% concentration due to gasket swelling and degradation. For higher concentrations, a fully welded plate heat exchanger with Hastelloy C-276 plates is the safe choice. SHPHE’s TP Welded Plate Heat Exchanger is specifically designed for aggressive acid service.
Typically, a welded plate heat exchanger occupies 40% to 60% less floor area than an equivalent shell-and-tube unit. In this case study, the footprint was reduced from 4.5 m² to 1.8 m². This space saving can be critical when retrofitting into existing plant layouts with limited access.
For standard designs using common materials like titanium or 316L, lead time is 4 to 6 weeks. For specialized alloys such as Hastelloy C-276, lead time extends to 8 to 10 weeks. SHPHE offers expedited manufacturing for urgent retrofit projects, with delivery possible in 3 weeks.
Plate heat exchangers generally have a higher pressure drop than shell-and-tube units, typically 1.0 to 1.5 bar versus 0.5 to 0.8 bar. However, the increased turbulence improves heat transfer. In most cases, existing pumps can handle the difference. SHPHE’s thermal design service includes pump head verification.
You can retrofit a single heat exchanger without modifying the entire line. Many plants start with the most problematic unit—typically the acid cooler after the pickling tank. Once the benefits are confirmed, they expand the retrofit to other sections. SHPHE provides modular designs that integrate with existing piping flanges.
Key indicators include frequent fouling, declining heat transfer performance, high maintenance costs, and space constraints. If your unit requires cleaning more than once every six weeks or has experienced tube failures, a retrofit to a welded plate design is likely cost-effective. SHPHE offers a free feasibility assessment based on your operating data.
To receive a tailored proposal for your pickling line or acid processing application, please provide the following details to SHPHE’s engineering team:
With these parameters, SHPHE can perform a free thermal design and recommend the most suitable acid resistant heat exchanger model. The retrofit case study demonstrates that a well-planned replacement not only solves operational headaches but also delivers measurable energy and maintenance savings. Contact SHPHE today to start your retrofit evaluation.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

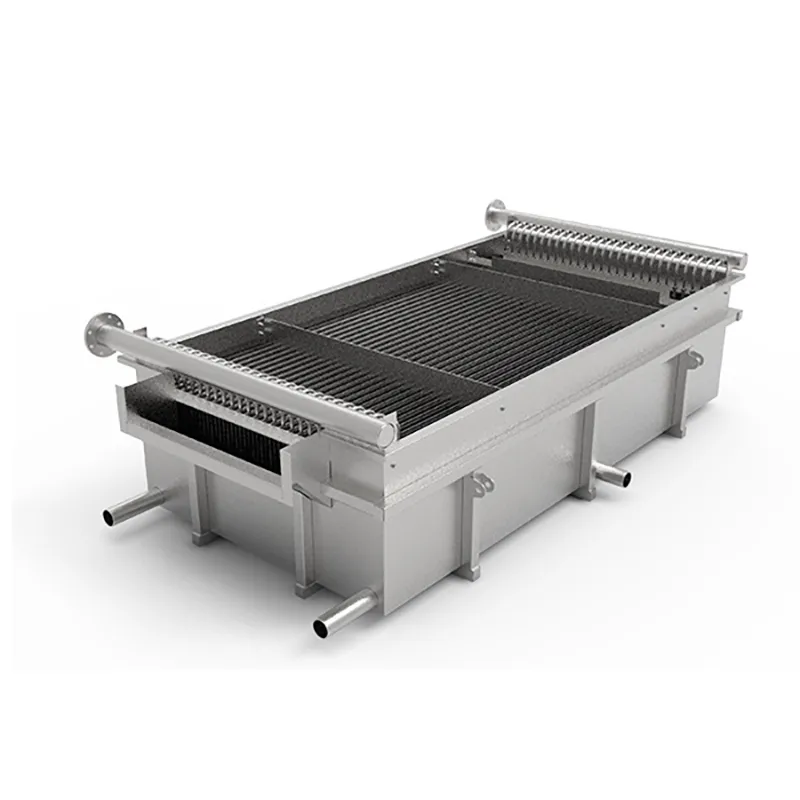
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.

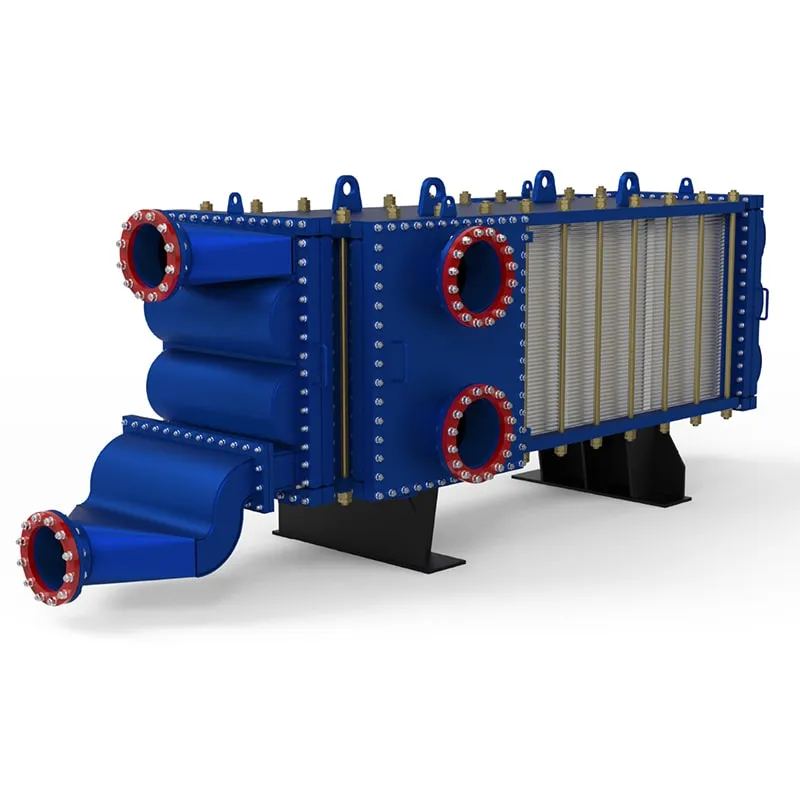
Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Select the most popular foreign trade service products to meet your diverse needs
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.




User Comments
Service Experience Sharing from Real Customers
Maggie
Chemical Process EngineerWe installed this acid resistant heat exchanger in our nitric acid concentration line six months ago. The difference in uptime is night and day compared to our previous unit. No pitting or leaks so far, even with periodic temperature swings. It handles the aggressive environment like a champ. Installation was straightforward too, which saved us a lot of downtime.
Derek
Maintenance SupervisorI was skeptical about spending extra on acid-resistant gear, but after replacing a corroded shell-and-tube unit every 18 months, this one has already paid for itself in labor and replacement costs. The only reason I’m not giving 5 stars is the weight—it took four guys and a forklift to position it. But performance-wise, it’s rock solid in our sulfuric acid service.
Lena
R&D Lab ManagerWe needed a compact, corrosion-proof exchanger for a pilot plant testing aggressive organic acid mixtures. This unit exceeded our expectations. The Teflon-lined channels didn't show any sign of attack after hundreds of hours of cycling. It’s also surprisingly easy to clean between runs. I’ve recommended it to two colleagues in other divisions already.
Tomás
Plant Operations ManagerWe run a continuous pickling line with hydrochloric acid at elevated temperatures. This heat exchanger has been running for over a year with zero corrosion issues. The thermal efficiency is consistent, and the pressure drop is within spec even after months of service. My only minor gripe is that the flanges could be a bit thicker for easier bolt alignment during maintenance, but overall it's a solid piece of equipment.