Why 35% of Conventional Heat Exchanger Failures Go Undetected: The Case for PCHE
Conventional heat exchangers miss 35% of failures. PCHE technology enables better detection, reliability, and predictive maintenance for safer operations.
More
A rich lean amine heat exchanger is a shell-and-tube or plate-type unit that transfers heat from the hot lean amine stream leaving the regenerator to the cooler rich amine stream entering it. This preheating step reduces the reboiler duty by 40–60%, directly cutting energy costs in amine sweetening units. Without a properly designed exchanger, the plant faces higher steam consumption, solvent degradation, and potential fouling issues that shorten equipment life.
The core challenge lies in the fluid properties: rich amine is often corrosive, contains suspended solids, and operates at moderate pressures (5–15 bar) and temperatures (40–120°C). The heat exchanger must balance thermal efficiency with mechanical robustness, especially when handling MEA, DEA, or MDEA solvents. For overseas process engineers, selecting the right configuration—whether gasketed, welded, or hybrid—directly impacts maintenance frequency and total cost of ownership.
In a typical amine regeneration loop, the rich amine from the absorber flows through the cold side of the exchanger, while the hot lean amine from the regenerator bottom flows through the hot side. The temperature approach—usually 5–15°C—determines how much heat is recovered. A closer approach means higher efficiency but requires more surface area and tighter flow distribution.
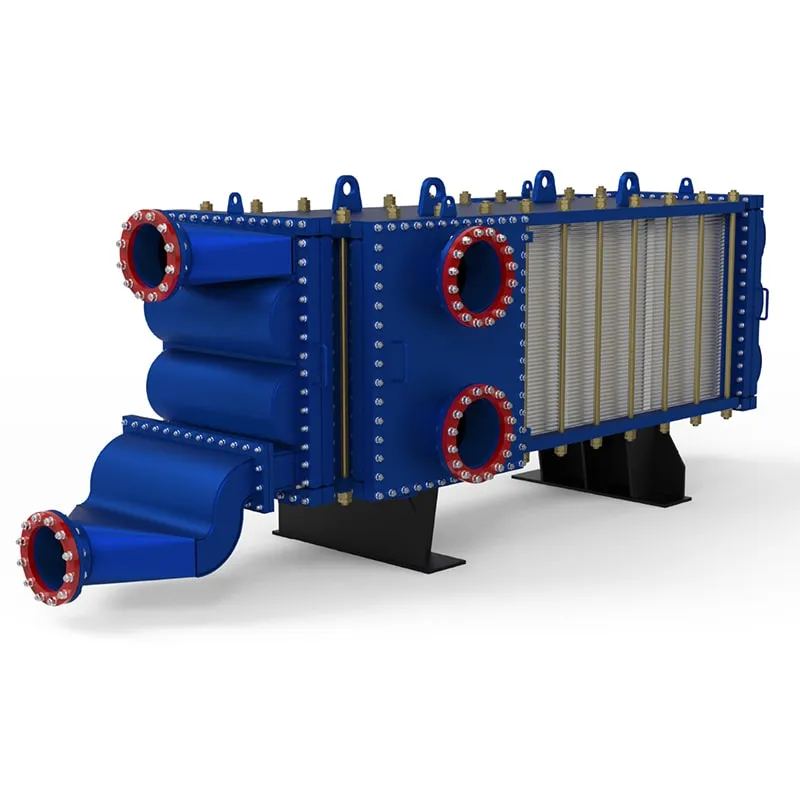
Plate heat exchangers, such as those from SHPHE, offer a compact alternative to shell-and-tube designs. The counter-current flow in plate packs achieves heat transfer coefficients of 3,000–6,000 W/m²K, compared to 800–1,200 W/m²K for shell-and-tube units. This translates to a footprint reduction of up to 70% for the same duty.
When specifying a rich lean amine heat exchanger, engineers must evaluate several critical parameters. Below is a summary of typical ranges based on industry practice:
| Parameter | Typical Range | Impact on Design |
|---|---|---|
| Hot side inlet temperature | 110–130°C | Drives material selection for gaskets and plates |
| Cold side inlet temperature | 35–50°C | Determines approach temperature and surface area |
| Operating pressure | 5–15 bar | Influences plate thickness and frame design |
| Flow rate ratio (lean:rich) | 1:1 to 1.2:1 | Affects pressure drop and channel velocity |
| Fouling factor | 0.0001–0.0003 m²K/W | Requires wider gap or special plate patterns |
For amine service, fouling is a primary concern. Rich amine can contain iron sulfide, degradation products, and corrosion byproducts that deposit on heat transfer surfaces. A wide gap welded plate heat exchanger is often recommended for high-fouling streams, as the wider channel spacing (up to 10 mm) reduces clogging and allows easier cleaning.
Three failure modes dominate in rich lean amine heat exchanger service: corrosion under deposits, thermal fatigue from frequent startups, and gasket degradation. Corrosion is accelerated when amine temperatures exceed 120°C, especially with MEA solutions. Stainless steel 316L or duplex grades (e.g., S31803) are standard for plate materials, offering resistance to stress corrosion cracking.
Thermal fatigue occurs when the exchanger experiences rapid temperature swings during shutdowns. Welded plate designs, such as the HT-Bloc series from SHPHE, eliminate gaskets and provide a fully welded core that withstands thermal cycling better than gasketed units. For plants with intermittent operation, this is a key reliability factor.
The choice between gasketed, welded, and hybrid designs depends on operating conditions and maintenance strategy. Gasketed plate heat exchangers are cost-effective for clean amine streams with temperatures below 150°C and pressures under 20 bar. They allow easy plate removal for inspection and cleaning. However, gasket compatibility with amine solvents must be verified—EPDM or HNBR gaskets are common choices.
For higher temperatures or corrosive environments, fully welded plate heat exchangers offer a leak-free alternative. SHPHE’s TP welded plate heat exchangers are compatible with amine systems and eliminate the risk of gasket blowout. They also handle higher design pressures (up to 40 bar) and temperatures (up to 300°C), making them suitable for demanding gas processing applications.
Another option is the printed circuit heat exchanger (PCHE), which uses diffusion-bonded microchannels for extreme compactness. While PCHEs are more expensive, they excel in offshore or space-constrained platforms where weight and footprint are critical.
SHPHE, a Shanghai-based plate heat exchanger manufacturer founded in 2005, has supplied equipment to over 20 countries with ISO9001 and ASME U certifications. Our product portfolio includes HT-Bloc welded plate heat exchangers, wide gap welded plate heat exchangers, gasketed plate heat exchangers, PCHEs, plate air preheaters, and pillow plates. For amine service, we offer free thermal design and selection assistance, ensuring the exchanger matches your specific flow rate, temperature, and pressure requirements.
Our engineering team evaluates fouling tendencies, corrosion risks, and pressure drop constraints to recommend the optimal plate pattern and material grade. Whether you need a replacement for an existing Alfa Laval or Compabloc unit, or a custom solution for a new plant, SHPHE provides a compatible alternative with competitive lead times.
Q: What is the typical temperature approach for a rich lean amine heat exchanger?
A: The typical temperature approach is 5–15°C. A 10°C approach is common for most amine systems. A closer approach increases heat recovery but requires more surface area and higher capital cost.
Q: Can a gasketed plate heat exchanger be used for rich amine service?
A: Yes, but only if the amine is relatively clean and temperatures stay below 150°C. For fouling or corrosive streams, a welded plate design is more reliable. Gasket compatibility with amine solvents must always be verified.
Q: How often should a rich lean amine heat exchanger be cleaned?
A: Cleaning frequency depends on amine quality and filtration. Typical intervals range from 6 to 18 months. Using a wide gap design can extend cleaning cycles by reducing deposit buildup.
Q: What materials are recommended for amine heat exchanger plates?
A: Stainless steel 316L is standard. For higher chloride content or elevated temperatures, duplex stainless steel (S31803) or super duplex grades provide better corrosion resistance.
Q: Is a rich lean amine heat exchanger compatible with MDEA solvents?
A: Yes, MDEA is commonly used in amine sweetening. The heat exchanger design must account for MDEA’s lower corrosivity compared to MEA, but fouling and thermal degradation remain concerns.
Q: How does SHPHE ensure the heat exchanger meets ASME standards?
A: SHPHE holds ASME U certification, meaning all pressure-containing components are designed, fabricated, and tested per ASME Section VIII Division 1. Each unit comes with a data report and stamp.
To receive a tailored thermal design and quotation for your rich lean amine heat exchanger, please provide the following operating parameters: flow rate (kg/h or m³/h) for both hot and cold streams, inlet and outlet temperatures, operating pressure, allowable pressure drop, and media composition (amine type and concentration). Our engineering team will respond within 48 hours with a preliminary selection and performance data.
Contact SHPHE today to discuss your gas processing heat transfer needs. With over 18 years of manufacturing experience and a global service network, we deliver reliable, cost-effective solutions for amine heat exchanger applications.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

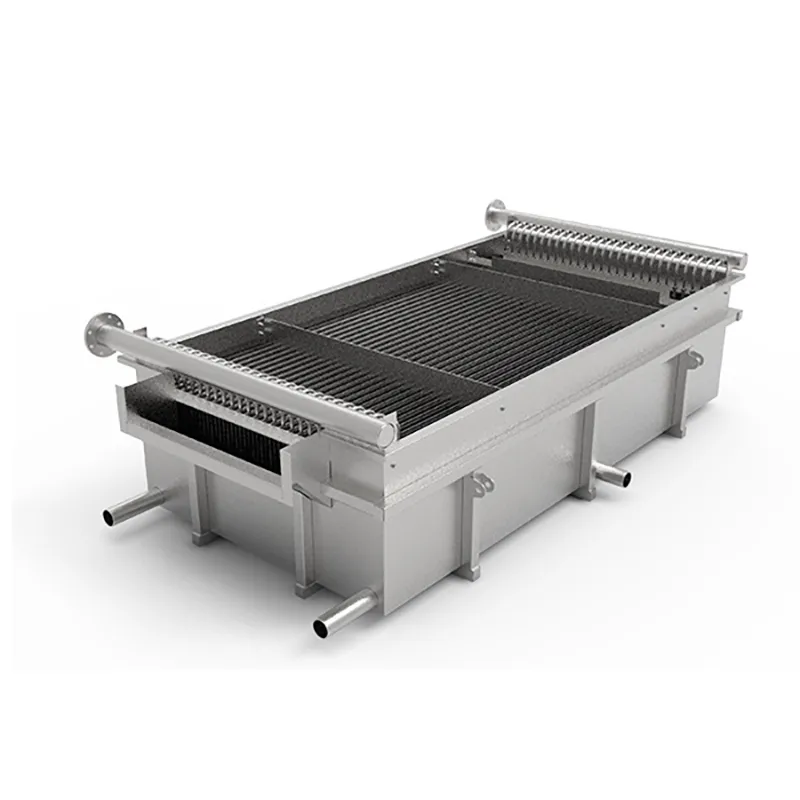
Industrial furnace and boiler exhaust gases carry vast amounts of unutilized thermal energy. The SHPHE custom Plate Air Preheater (PAPH) is target-engineered to intercept this high-temperature flue gas, recovering valuable waste heat and transferring it directly back to incoming combustion air or process gas streams. By substantially elevating the temperature of your flame feed, our custom systems optimize combustion thermodynamics, deliver massive fuel savings, and significantly reduce industrial carbon and emissions footprints. Built to withstand severe flue-gas environments, SHPHE PAPH systems serve as the premier choice for modern, energy-intensive plants prioritizing decarb compliance and maximum thermal efficiency.
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Select the most popular foreign trade service products to meet your diverse needs
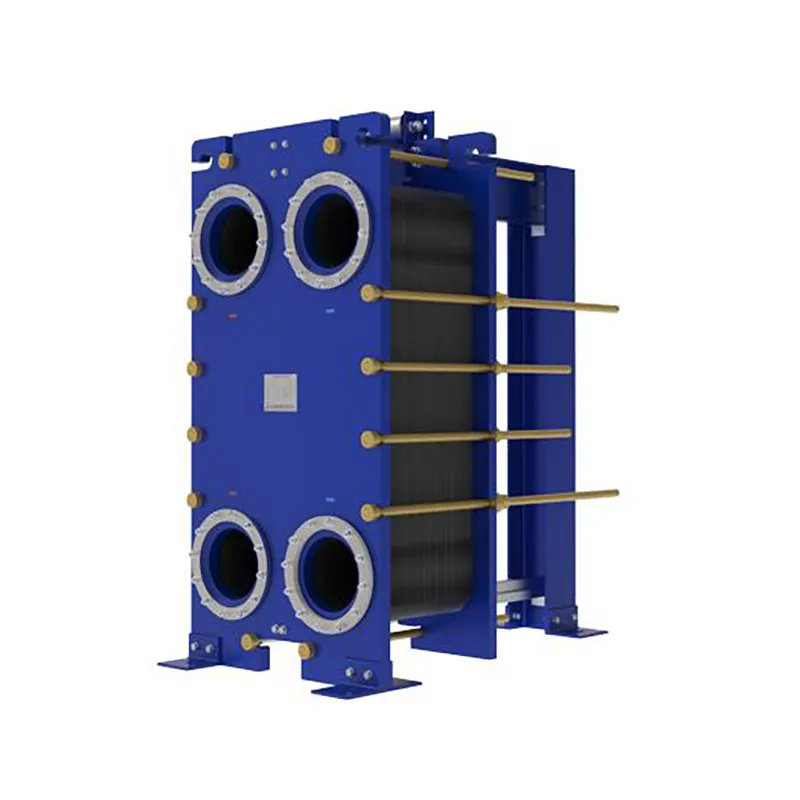
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.




User Comments
Service Experience Sharing from Real Customers
Mike Torres
Process Safety EngineerWe've been using this rich-lean amine heat exchanger for about eight months now in our gas sweetening unit. Honestly, it's the first time we haven't had to pull a bundle for fouling mid-cycle. The temperature approach has been rock steady, and we're seeing way less amine degradation than with our old spiral units. Maintenance guys are happy, ops are happy. Solid piece of kit.
Priya Sharma
Senior Chemical EngineerI was initially skeptical about the claims on heat transfer efficiency for lean/rich service, but after a year of data collection, I have to admit the performance is impressive. The pressure drop is lower than what we spec'd, which saved us a bit on pumping costs. Only reason I'm not giving 5 stars is that the initial installation required some custom nozzle orientation that wasn't perfectly clear in the manual. But the support team sorted it out fast.
Carlos Mendez
Maintenance SupervisorLet me tell you, I've been turning wrenches on amine units for 22 years. This exchanger is a beast. We had a nasty upset last quarter that would have killed any other unit, but this one just shrugged it off. No leaks, no vibration issues, and when we finally opened it for inspection, the channels were clean. That's unheard of in our sour gas service. Worth every penny.
Emily Chen
Project ManagerThe heat exchanger itself works fine—thermal performance is as advertised. But I'm taking off stars because the delivery lead time was almost 14 weeks when we were quoted 10. Also, the documentation for the gasket kit part numbers was confusing, and we had to order the wrong ones twice. Once it's running, it's good, but the procurement and commissioning process was frustrating for a project on a tight schedule.