How Printed Circuit Heat Exchanger Solves High-Pressure Heat Transfer Challenges
Printed Circuit Heat Exchanger technology ensures safe, efficient, and reliable high-pressure heat transfer with compact design and superior mechanical integrity.
MoreJohn Anderson, Sarah Mitchell, Robert Liu
Jun-09-2026
CE certification serves as a critical benchmark for air preheater manufacturers, ensuring that equipment meets stringent European Union safety, health, and environmental protection requirements. For design engineers, this certification mandates rigorous risk assessment and adherence to harmonized standards such as EN 13445 for pressure vessels and EN 12953 for boilers, directly influencing material selection, thermal expansion allowances, and weld integrity protocols.
In operational terms, CE marking validates that the air preheater’s performance parameters—including heat transfer efficiency, pressure drop limits, and flue gas temperature management—comply with EU directives. This reduces liability for plant operators and facilitates cross-border equipment deployment within the European Economic Area. The certification process involves a conformity assessment, often requiring third-party inspection of design calculations, manufacturing processes, and final testing.
From a design perspective, CE certification drives the adoption of fail-safe mechanisms, such as redundant temperature sensors and emergency shutdown systems, to mitigate risks like thermal fatigue or corrosion. It also standardizes documentation, including technical files and declarations of conformity, which streamline maintenance audits and regulatory reviews. For operators, this translates to predictable operational reliability and compliance with local workplace safety laws.
Key design considerations influenced by CE certification include:
For detailed engineering specifications, refer to the custom engineered plate air preheaters product page or explore the TP welded plate heat exchanger for alternative design approaches. Additional resources on compliance frameworks are available through the gasketed plate heat exchangers documentation.

CE certification imposes strict requirements on the materials used in air preheater construction. Manufacturers must select alloys and steels that meet European standards for thermal resistance, corrosion resistance, and mechanical strength under continuous high-temperature operation. This often leads to the use of specialized stainless steels or nickel-based alloys that can withstand flue gas environments.
In manufacturing processes, CE marking demands documented quality control procedures, including weld inspections, pressure testing, and traceability of materials. Fabrication methods such as laser cutting, precision welding, and heat treatment become critical to ensure compliance. The certification also requires that all production steps align with the essential health and safety directives, influencing everything from surface finishing to assembly tolerances.
Ultimately, CE certification drives the adoption of higher-grade materials and more rigorous manufacturing protocols, resulting in air preheaters that deliver improved durability, efficiency, and safety in industrial applications.
CE certification mandates that air preheaters meet strict operational standards to ensure energy efficiency and low emissions. Compliance involves adherence to the European Union's Ecodesign Directive and relevant harmonized standards, such as EN 12952 for boilers and EN 303 for heating systems. Manufacturers must demonstrate that their air preheaters achieve a minimum thermal efficiency threshold, typically above 85%, while limiting nitrogen oxide (NOx) and carbon monoxide (CO) emissions to below 120 mg/Nm³ and 50 mg/Nm³ respectively, depending on fuel type and application.
Operational compliance also requires continuous monitoring of performance parameters. The air preheater must be equipped with sensors for temperature, pressure, and flue gas composition. Regular calibration and data logging are essential to verify that the system operates within the declared efficiency and emission limits over its lifecycle. Below is a summary of key compliance thresholds for typical natural gas-fired air preheaters under CE certification:
| Parameter | Requirement | Test Standard |
|---|---|---|
| Thermal Efficiency (net, at rated load) | ≥ 87% | EN 12952-15 |
| NOx Emissions (at 3% O₂, dry) | ≤ 100 mg/Nm³ | EN 14792 |
| CO Emissions (at 3% O₂, dry) | ≤ 40 mg/Nm³ | EN 15058 |
| Exhaust Gas Temperature (min) | ≥ 120°C (to avoid condensation) | EN 12952-14 |
| Pressure Drop (air side) | ≤ 250 Pa | EN 12952-12 |
The table above outlines the minimum performance criteria that an air preheater must meet to achieve CE marking. It is important to note that these values are based on standard testing conditions at nominal load. Real-world operation may require adjustments for variable load profiles, ambient conditions, and fuel quality. Manufacturers are responsible for providing a Declaration of Performance (DoP) and technical documentation that validates these parameters through certified testing.
Beyond initial certification, ongoing operational compliance demands a robust maintenance and monitoring regime. The air preheater must be inspected annually for fouling, corrosion, and seal integrity, as these factors directly impact efficiency and emissions. Data from continuous emissions monitoring systems (CEMS) must be recorded and retained for at least five years for audit purposes. If any parameter drifts outside the certified limits, corrective action must be taken immediately, and re-certification may be required for significant modifications.
For further technical details on compliant plate-type air preheater designs, please refer to the custom engineered plate air preheaters page. Additionally, information on alternative heat exchanger configurations suitable for CE-certified systems can be found at HT-Bloc welded plate heat exchangers and gasketed plate heat exchangers.
In summary, CE certification for air preheaters is not a one-time event but a continuous commitment to operational excellence. By adhering to the compliance requirements outlined above, operators can ensure high efficiency, low emissions, and full legal conformity within the European market.
The CE certification process mandates a comprehensive risk assessment for air preheaters, identifying potential failure modes such as thermal fatigue, corrosion, and mechanical stress. By adhering to European standards, manufacturers must implement design safeguards that mitigate these risks, ensuring operational reliability.
Failure prevention strategies are embedded in the certification requirements, including rigorous material selection, pressure vessel compliance, and thermal performance testing. This proactive approach reduces the likelihood of unplanned downtime and extends equipment lifespan.
Operators benefit from clear documentation and maintenance protocols derived from CE guidelines, enabling early detection of anomalies. Ultimately, CE certification serves as a framework for continuous improvement in safety and efficiency, directly influencing the operational integrity of air preheater systems.
CE marking on an air preheater imposes specific obligations that extend beyond initial design and installation. For maintenance teams, the CE certification requires that all repair and service procedures strictly follow the manufacturer's technical file to preserve the unit's conformity. Any deviation from approved methods, such as replacing a heat exchanger core with a non-certified component, can invalidate the CE mark and expose the operator to regulatory penalties. This means that maintenance schedules must be documented and executed in accordance with the original performance specifications.
Documentation under CE marking is not a one-time deliverable but a living record. The manufacturer must provide a Declaration of Conformity, technical drawings, risk assessments, and operating manuals. For the end-user, this documentation must be kept for the entire lifecycle of the equipment, typically up to 20 years. When modifications or upgrades are needed, such as integrating a custom-engineered plate air preheater, the documentation must be updated and re-assessed to maintain CE compliance. Failure to maintain accurate records can lead to non-compliance during inspections.
Lifecycle management is profoundly influenced by CE marking because it ties the equipment's operational safety to its original design parameters. For example, if an air preheater is operated beyond its rated temperature or pressure range, the CE certification no longer applies. This creates a framework where operators must implement condition-based monitoring and periodic performance reviews. When end-of-life approaches, decommissioning procedures must also align with CE directives, ensuring safe disposal or recycling. For units requiring replacement, selecting a certified model like the TP welded plate heat exchanger can simplify compliance.
From a practical standpoint, the CE mark demands that all stakeholders—from maintenance engineers to procurement managers—understand the legal responsibilities attached to the equipment. Training records, spare part sourcing, and even the choice of lubricants must be traceable to the certified design. When sourcing components, using a gasketed plate heat exchanger as a replacement part may require re-certification if the design deviates from the original. This underscores the importance of maintaining a direct link between operational practices and the certified technical file.
Ultimately, CE marking transforms the air preheater from a standalone asset into a regulated system where maintenance, documentation, and lifecycle decisions are legally intertwined. Operators who embrace this framework benefit from reduced liability, improved safety, and smoother cross-border acceptance. For complex retrofits, consulting with the manufacturer on custom engineered pillow plates can ensure that the CE certification remains valid throughout the equipment's service life.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.
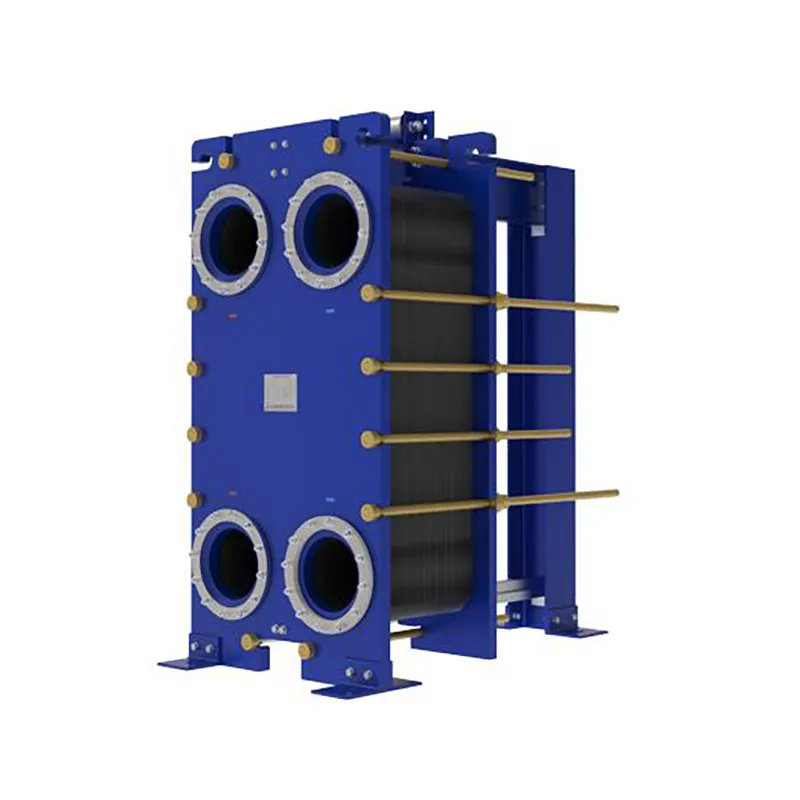
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

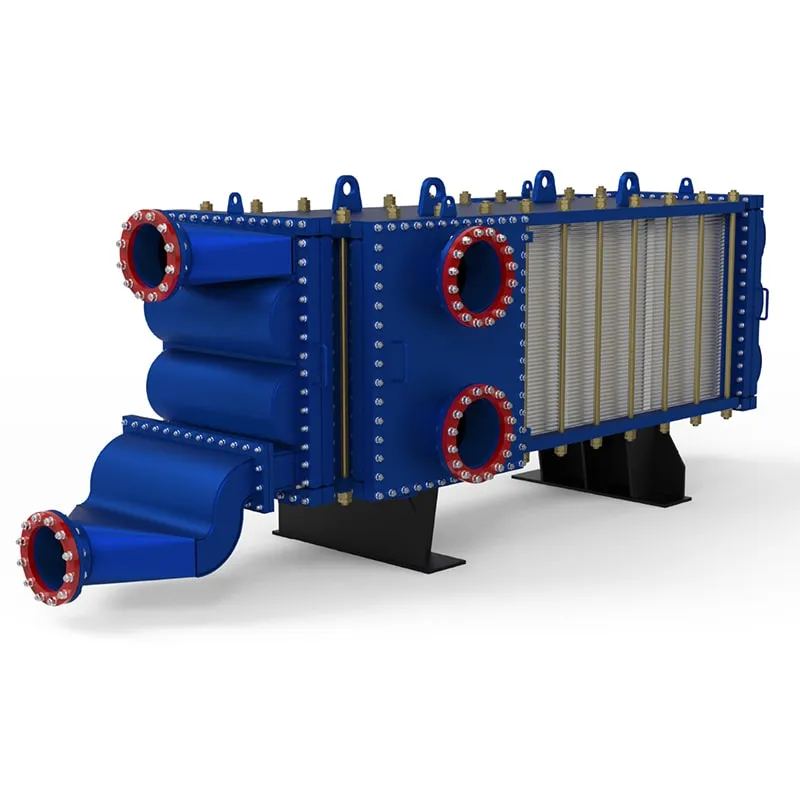
Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Select the most popular foreign trade service products to meet your diverse needs
Since the invention of the plate heat exchanger (PHE) in 1923, thermal technology has evolved from standard food-grade processing to highly complex industrial operations. At SHPHE, we take this classic, versatile design and transform it into highly bespoke heat transfer solutions tailored to your unique process fluids and thermal loads. While traditional gasketed PHEs offer high efficiency and compact footprints, SHPHE optimizes plate corrugations, metallurgy, and sealing systems to handle your specific chemical, HVAC, or energy recovery parameters. Our custom-engineered gasketed plate heat exchangers provide outstanding scalability and ease of maintenance, serving as an indispensable asset for heavy industries—including oil and gas, metallurgy, and food processing—where uptime, energy recovery, and long-term sustainability are top priorities.

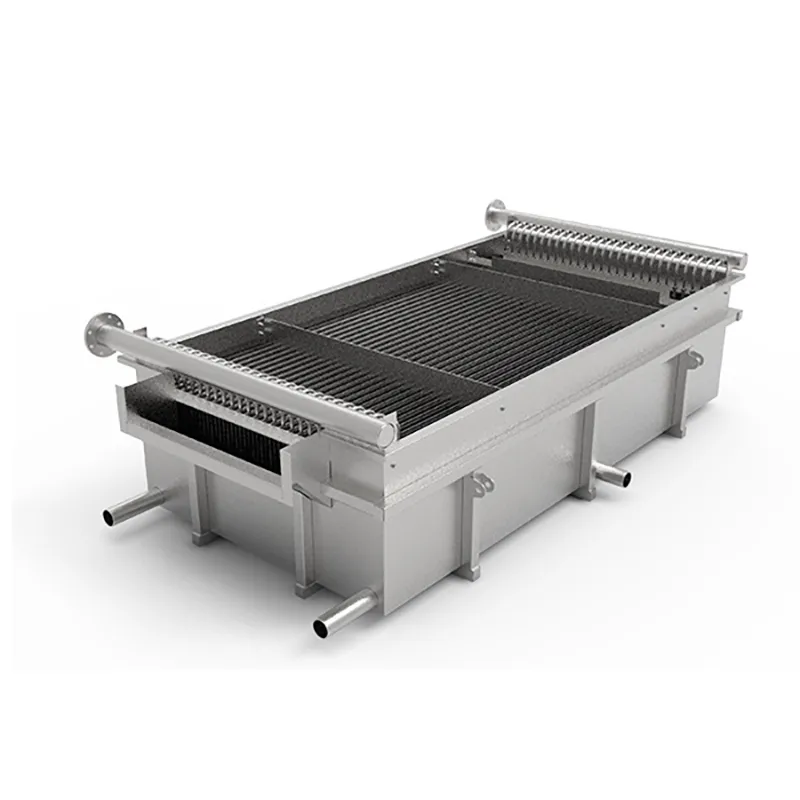
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.




User Comments
Service Experience Sharing from Real Customers
Mike Torres
Maintenance SupervisorWe installed this CE-certified air preheater six months ago, and it’s been a workhorse. Our boiler efficiency jumped noticeably, and the unit handles the heavy particulate in our exhaust without clogging. The build quality is solid—definitely worth the investment for any industrial plant.
Sarah Chen
Energy ConsultantI recommended this preheater to a mid-size food processing client. The CE mark gave us confidence in meeting EU standards, and the heat recovery numbers from the field trials were impressive. Only reason I’m not giving 5 stars is that the installation manual could be clearer for smaller teams.
James Kowalski
Plant EngineerBeen running this unit 24/7 for eight months now in a steel mill. It’s taken the heat and dust like a champ. The CE certification was a must for our export compliance, and the preheater actually exceeded our expected fuel savings by about 12%. Highly reliable.
Emma Patel
Operations ManagerWe replaced an older model with this CE-certified air preheater in our cement plant. The temperature control is much more stable, and the corrosion-resistant coating seems to be holding up well against the alkaline dust. It took a bit of tweaking to match our ductwork, but overall a solid upgrade.