How Wide Channel Gaps Prevent Clogging: The Anti-Fouling Design Explained
Wide channel gaps in anti-clogging heat exchangers let solids pass, preventing clogging and fouling for reliable, low-maintenance industrial performance.
MoreIn the world of industrial heat transfer, the PCHE (printed circuit heat exchanger) stands out for its ability to handle extreme temperatures and pressures in a compact footprint. Unlike traditional shell-and-tube or gasketed plate designs, a PCHE uses chemically etched flow channels to achieve high thermal effectiveness while minimizing weight and volume. For process engineers working in chemical processing, oil and gas, or power generation, understanding the design principles behind a PCHE can directly impact plant efficiency and operating costs.
A PCHE core is manufactured by stacking multiple plates with precision-etched microchannels, then diffusion-bonding them into a solid block. This construction eliminates gaskets and welds in the primary flow path, which means the unit can operate at pressures up to 600 bar and temperatures ranging from -200°C to 900°C, depending on the material selection. The result is a heat exchanger that delivers performance comparable to much larger units, making it ideal for offshore platforms, liquefied natural gas (LNG) plants, and high-temperature chemical reactors.
The fundamental difference lies in the flow channel geometry. In a gasketed plate heat exchanger, the plates are pressed with corrugated patterns and sealed with gaskets. In a welded plate heat exchanger like the HT-Bloc welded plate heat exchanger, the channels are formed by welding two plates together. A PCHE, however, uses photochemical etching to create semicircular or rectangular channels with precise dimensions—typically 0.5 mm to 2.0 mm in depth and width. This allows for very high surface area density, often exceeding 2,000 m²/m³, which is 5 to 10 times higher than a shell-and-tube design.
Because the channels are small, the flow regime is almost always laminar, which changes how engineers calculate heat transfer coefficients and pressure drops. The design must account for the fact that the Nusselt number in laminar flow is constant for a given channel geometry, unlike turbulent flow where it varies with Reynolds number. This makes PCHE design highly dependent on accurate channel geometry and fluid property data.

Diffusion bonding is the key manufacturing step that gives a PCHE its structural integrity. The stacked plates are placed in a vacuum furnace and subjected to high temperature (typically 80% to 90% of the material melting point) and pressure (10 to 30 MPa) for several hours. This causes atoms from adjacent plates to migrate across the interface, creating a metallurgical bond that is as strong as the base material.
The bond quality directly affects the unit's pressure rating and leak integrity. For a PCHE designed for high-pressure gas services, the bond must be free of voids and inclusions. Manufacturers like SHPHE, a Shanghai-based company founded in 2005 with ISO9001 and ASME U certifications, use controlled furnace cycles and ultrasonic testing to verify bond quality. This is why a PCHE can reliably handle the thermal cycling found in LNG liquefaction or hydrogen recovery units.
When specifying a PCHE, engineers must evaluate several parameters that influence both thermal performance and mechanical reliability. Below is a table of commonly accepted ranges for industrial PCHE designs:
| Parameter | Typical Range | Notes |
|---|---|---|
| Channel depth | 0.5 – 2.0 mm | Deeper channels reduce pressure drop but lower surface area density. |
| Channel width | 0.5 – 2.0 mm | Aspect ratio (width/depth) typically 1:1 to 2:1. |
| Plate thickness | 1.0 – 3.0 mm | Thicker plates for higher pressure ratings. |
| Number of plates per core | 20 – 500 | Depends on heat duty and allowable pressure drop. |
| Operating pressure | Up to 600 bar | Limited by material yield strength and bond quality. |
| Operating temperature | -200°C to 900°C | Material dependent; stainless steel up to 600°C, Inconel up to 900°C. |
| Surface area density | 1,000 – 2,500 m²/m³ | Higher than shell-and-tube by a factor of 5–10. |
These parameters must be balanced against the process requirements. For example, a PCHE used in a gas-to-gas application with a high allowable pressure drop can use smaller channels to maximize heat transfer, while a liquid service with fouling potential may require wider channels or a wide gap welded plate heat exchanger as an alternative.
PCHEs are widely used in processes where space is limited and performance requirements are high. The most common applications include:
For applications with high fouling or particulate content, a standard PCHE may not be the best choice. In those cases, engineers often consider a gasketed plate heat exchanger or a wide gap design, which offers larger flow passages and easier cleaning.
SHPHE has been manufacturing plate heat exchangers since 2005 and exports to more than 20 countries. Our product range includes PCHE, HT-Bloc welded plate heat exchangers, wide gap welded plate heat exchangers, gasketed plate heat exchangers, plate air preheaters, and pillow plates. All our PCHE units are designed and manufactured under ISO9001 and ASME U certification, ensuring consistent quality and traceability.
We offer free thermal design and selection services. Our engineers work with you to define the optimal channel geometry, material grade (stainless steel 316L, duplex, Inconel 625, or titanium), and core configuration based on your process data. Whether you need a unit compatible with an existing Alfa Laval or Compabloc system, or a completely custom design, we can provide a solution that meets your performance targets without oversizing.
For high-temperature gas-to-gas applications, our custom-engineered plate air preheaters offer an alternative approach, while our pillow plate technology is often used for tank heating and cooling in the food and pharmaceutical industries.
1. Can a PCHE handle fluids with solid particles?
No, a standard PCHE is not suitable for fluids with particles larger than 100 microns because the small channels can clog. For slurries or dirty streams, consider a wide gap welded plate heat exchanger or a gasketed plate design with larger gaps.
2. What is the typical lead time for a custom PCHE?
Lead time depends on the complexity and material availability. For a standard stainless steel PCHE with moderate channel count, expect 12 to 16 weeks from design approval. High-alloy materials like Inconel may add 4 to 6 weeks.
3. How does the cost of a PCHE compare to a shell-and-tube exchanger?
A PCHE typically has a higher upfront cost per square meter of surface area, but the overall installed cost is often lower because the unit is smaller and requires less structural support, piping, and insulation. For high-pressure services, the cost difference narrows significantly.
4. Can a PCHE be repaired if a channel leaks?
Repair is difficult because the core is a solid diffusion-bonded block. Small leaks in non-critical channels can sometimes be plugged, but in most cases, the entire core must be replaced. Proper design and material selection minimize this risk.
5. What materials are commonly used for PCHE plates?
Stainless steel 316L is the most common for general services. For higher temperatures or corrosive fluids, duplex stainless steel, Inconel 625, Hastelloy C-276, and titanium are used. The material must be compatible with the etching and diffusion bonding processes.
6. Is thermal design software available for PCHE sizing?
Yes, SHPHE provides free thermal design and selection services using proprietary software validated against field data. We can also work with your existing process simulation models to ensure accurate sizing.
To get a precise thermal design and quotation for your PCHE project, please provide the following information:
With this data, our engineering team can recommend the optimal PCHE configuration, including channel size, plate count, and material selection. We also offer alternatives such as the TP welded plate heat exchanger for applications where a fully welded design is preferred over a diffusion-bonded core.
The core principles of PCHE design—precision etching, diffusion bonding, and compact channel geometry—make it a powerful tool for modern industrial heat transfer. By understanding these principles and working with an experienced manufacturer like SHPHE, you can achieve reliable, high-performance thermal management for your most demanding processes.
We provide you with comprehensive foreign trade solutions to help enterprises achieve global development

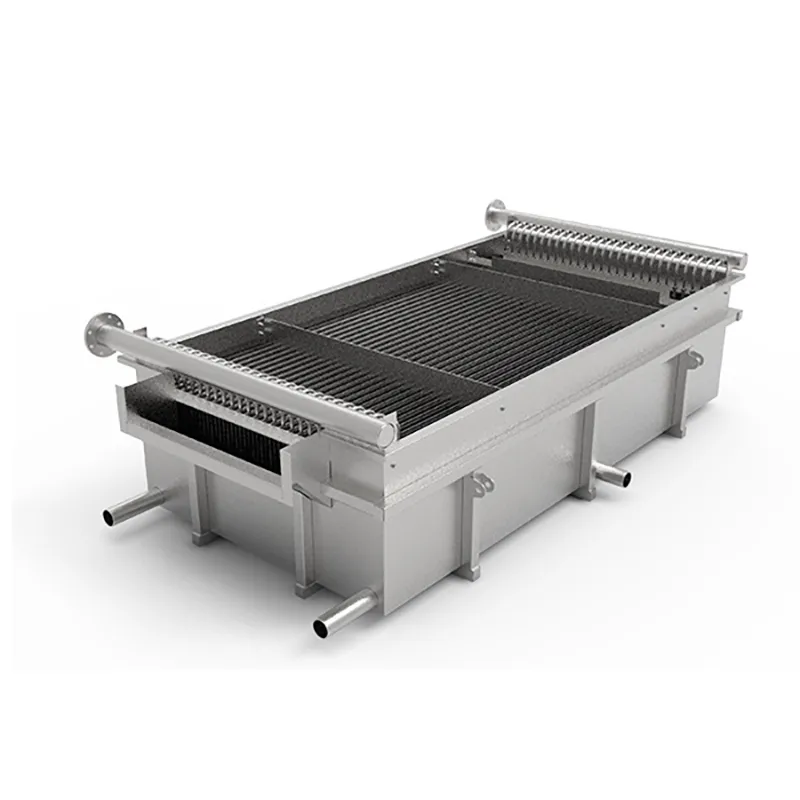
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.
The SHPHE Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in microchannel thermal management, meticulously engineered for the world's most critical and demanding industrial boundaries. Developed to surpass the physical limitations of conventional shell-and-tube designs in ultra-high-pressure environments, our custom PCHEs integrate advanced photochemical etching and solid-state diffusion bonding to provide unmatched safety, thermal efficiency, and integrity under extreme stress. Initially deployed within high-consequence sectors such as aerospace and nuclear power generation, PCHE technology has completely revolutionized high-density thermal processing. Today, SHPHE brings this breakthrough engineering to mainstream energy transitions—including LNG liquefaction, supercritical CO² power cycles, hydrocarbon processing, and high-pressure hydrogen systems—enabling plants to maximize energy recovery, ensure zero-leakage security, and significantly shrink environmental footprints.

Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Originated in the mid-20th century to bypass the manufacturing bottlenecks and weight limitations of standard jacketed thermal components, the Pillow Plate (also known as a dimple plate or embossed plate) has revolutionized precision fluid-wall engineering. At SHPHE, we take this highly flexible technology and elevate it into a core foundation for bespoke industrial heat transfer integration. By utilizing state-of-the-art automated CNC fiber laser welding, our engineers customize the mechanical inflation profiles and spot pitch grids to directly match your specific fluid dynamics, pressure limits, and vessel configurations. Today, SHPHE's custom pillow plates are indispensable assets for worldwide processing plants prioritizing advanced thermal performance, zero-leak safety, and hygienic processing—serving as the definitive solution across food, pharmaceutical, chemical, and bulk solids cooling sectors.
Select the most popular foreign trade service products to meet your diverse needs
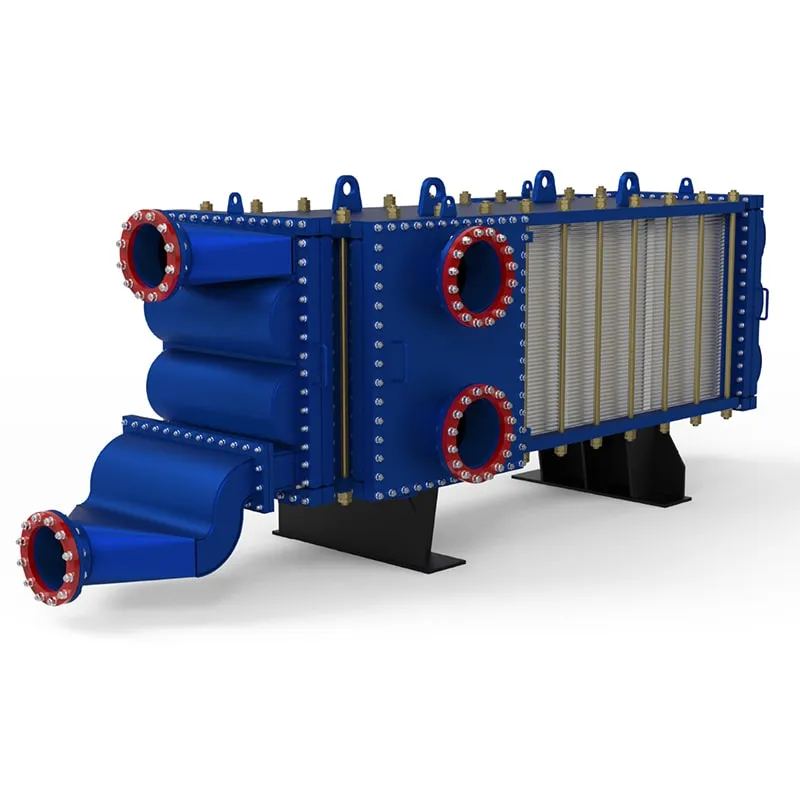
Custom-Engineered Anti-Clogging Solutions for High-Viscosity Slurries: Deployed specifically to conquer severe industrial fouling, SHPHE wide gap welded plate heat exchangers are tailor-built to handle complex media containing dense fibers, coarse crystals, or solid suspensions without clogging. Each non-obstructed channel is calculated and formed by laser-welded plate packs matching your fluid’s exact rheology and grain size, completely eliminating structural "dead zones" and media stagnation. Available in highly compact vertical and versatile horizontal configurations, our vertical engineering drastically reduces plant footprints while maintaining unhindered product throughput, minimal pressure drops, and flawless continuous operations across harsh process loops.
Custom-Engineered for Severe Process Demands. At SHPHE, we don't just supply equipment; we design tailored thermal solutions. Our HT-Bloc welded plate heat exchangers are custom-configured by our experienced engineers to overcome your specific industry challenges—whether handling high-viscosity media, extreme temperatures, or strict space constraints.
Industrial processes involving particle-laden slurries, high-viscosity syrups, or fiber-rich pulp demand more than standard equipment—they require target-engineered thermal management. At SHPHE, we configure the TP Welded Plate Heat Exchanger to directly conquer your plant's severe fouling, blockage, and erosion threats. Combining custom-tailored channel geometries, wear-resistant metallurgy, and integrated CIP (Cleaning-in-Place) systems, we deliver absolute production continuity where conventional heat exchangers fail.




User Comments
Service Experience Sharing from Real Customers
Mike
Freelance Graphic DesignerHonestly, I was a bit skeptical at first because I've tried a few other design tools that were either too bloated or too basic. But PCHE Design hits that sweet spot. The layer management is incredibly smooth, and the export options saved me hours on a recent branding project. My client loved the final mockups. Definitely my new go-to for vector work.
Sarah
Junior Product ManagerI'm not a professional designer by any stretch, so I needed something intuitive for creating simple wireframes and UI flows for our app updates. PCHE Design is surprisingly easy to pick up. The pre-built component library is decent, though I wish there were more mobile-specific templates. Still, for the price and ease of use, it's a solid 4 stars from me.
Elena
Senior UX ArchitectI've been in the UX game for over a decade and have used pretty much every tool under the sun. PCHE Design impressed me with its performance on complex, high-fidelity prototypes. The collaborative commenting feature is actually useful, not just a checkbox. My team switched from Figma for a trial run, and we're seriously considering making the move permanent. It just feels snappier.
Tom
Hobbyist 3D ModelerPicked this up on a whim because I needed to do some quick 2D texture layouts for a personal game asset project. It works fine for basic stuff, and the interface is clean. My main gripe is the lack of advanced brush customization—I really missed having pressure sensitivity controls for my tablet. For pure layout and vector work, it's great, but for digital painting, look elsewhere.